КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электроискровая обработка
|
|
|
|
Электроискровая обработка бывает 2х видов:
· Обработка профилированным инструментом;
· Обработка непрофилированным инструментом.
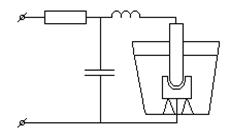
Схема электроискровой обработки изображена на рисунке. Достоинством обработки профилированным инструментом является возможность получения отверстий любой формы, которые определяются профилем инструмента (его поперечного сечения). Режимы обработки назначаются из интервала 10 – 200 микросекунд с частотой 2 – 5 МГц. Напряжение на электродах до 250 В.
 Производительность метода на жёстких режимах от 1,5 до до10 мм3/сек. При этом шероховатость обработанной поверхности Rz=160-140мкм.
Производительность метода на жёстких режимах от 1,5 до до10 мм3/сек. При этом шероховатость обработанной поверхности Rz=160-140мкм.
Мягкие, то есть чистовые режимы при производительности 0,001 мм3/сек обеспечивают шероховатость Ra=1,25-0,16мкм. При жёстких режимах глубина дефектного слоя 0,2–0,5 мм, при мягких режимах – 0,02-0,05мм.
Для изготовления электродов инструмента используют медь (М1) и медные сплавы.
Основным недостатком метода является существенный износ инструмента, что приводит к погрешности формы обрабатываемых отверстий.
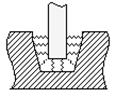 Отклонение формы изготовляемых деталей является конусность. Так как электроэрозия происходит не только по торцу инструмента, но и на его боковых поверхностях, обрабатываемое отверстие принимает коническую форму. Конусность определяется максимальным расстоянием, на котором ещё возможна электроэрозия.
Отклонение формы изготовляемых деталей является конусность. Так как электроэрозия происходит не только по торцу инструмента, но и на его боковых поверхностях, обрабатываемое отверстие принимает коническую форму. Конусность определяется максимальным расстоянием, на котором ещё возможна электроэрозия.












 Обработка непрофилированным инструментом заключается в использовании в качества электрода обычной проволоки. Обработка ведётся в среде диэлектрика. Система управления сообщает заготовке необходимое перемещение, которое соответствует профилю обрабатываемого отверстия. Это даёт возможность обрабатывать практически любые поверхности. При этом на заготовку подаётся положительный заряд, а на проволоку – отрицательный.
Обработка непрофилированным инструментом заключается в использовании в качества электрода обычной проволоки. Обработка ведётся в среде диэлектрика. Система управления сообщает заготовке необходимое перемещение, которое соответствует профилю обрабатываемого отверстия. Это даёт возможность обрабатывать практически любые поверхности. При этом на заготовку подаётся положительный заряд, а на проволоку – отрицательный.
Недостатком данного метода является ещё больший расход материала инструмента, так как повторное её применение невозможно.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 252; Нарушение авторских прав?; Мы поможем в написании вашей работы!