КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология изготовления цанг
Расчет режимов обработки ведут с расчетом отсутствия микротрещин. Обработку цанг с диаметром рабочего отвесртия более 1 мм выполняют так:
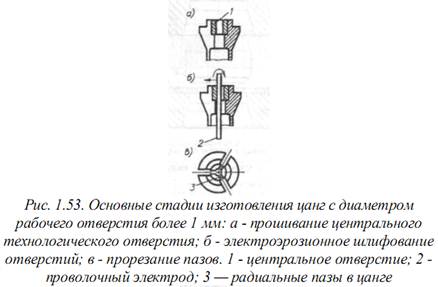
· прошивают центральное отверстие 1 (рис. 1.53.а)
· Через полученное отверстие пропускают проволоку 2 (рис. 1.53.б) и перемещают ее радиально до касания с образующей отверстия, затем с помощью специального приспособления цангу вращают, а проволоку подают по радиусу отверстия, выполняя электроэрозионное шлифование до нужного размера
· Прекращают вращение цанги и включают движение подачи детали вдоль оси паза 3 (рис. 1.53.в). Отключают напряжение и проволоку возвращают в центр отверстия, поворачивают цангу на 120° и прорезают следующий паз, аналогично получают третий паз. Это обеспечивает высокую соосность рабочего отверстия и посадочного диаметра по которому цанга устанавливается на станке, что обеспечивает точность обработки деталей по 6-8 квалитету.
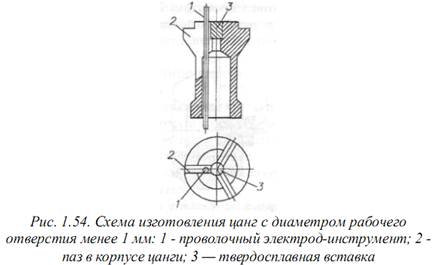
Для цанг с диаметром рабочего отверстия менее 1 мм последовательность следующая:
· Проволоку 1 вводят в прорезанный в корпусе цанги паз 2 (рис. 1.54) до касания с твердосплавной вставкой 3. Затем проволоке придают поступательное движение в радиальном направлении к центру твердосплавной вставки 3 и выполняют прорезание. Когда оси проволоки и вставки 3 совпадут цангу начинают вращать вокруг оси, одновременно перемещая проволоку 1 от центра вставки 3 до получения отверстия нужного размера. Возвращают проволоку 1 в центр вставки 3 и прорезают следующий паз. Выключают напряжение, возвращают проволоку в центральное отверстие, поворачивают цангу на 120° и прорезают третий паз
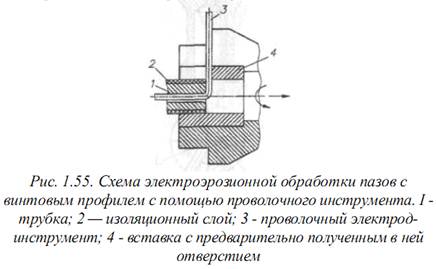
С помощью ЭЭО проволочным электродом получают пазы с винтовым профилем. Для этого проволока 3 (рис. 1.55) пропускается через трубку 1 с наружной изоляцией 2. Ее диаметр меньше чем отверстие во вставке 4. Проволочным электродом прорезают паз во вставке 4, при этом трубка 1 входит в внутрь отверстия вставки. Поступательно перемещая проволоку вдоль оси вставки и одновременно поворачивая цангу вокруг оси получают паз прорезанный у винтовой линии.
|
|
Дата добавления: 2014-01-04; Просмотров: 2551; Нарушение авторских прав?; Мы поможем в написании вашей работы!