КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обробка заготовок на токарних одношпиндельних автоматах
|
|
|
|
Одношпиндельні фасонно-відрізні автомати. На цих автоматах обробляють деталі простої форми, невеликих діаметрів і довжин. Заготовками для виготовлення деталей є прутки. Пруток пропускають крізь порожній шпиндель автомата та закріплюють у цанговому патроні.
Автомати мають два-чотири поперечних супорта (передній, задній, один вертикальний або два похилих). На супортах закріплюють фасонні різці; в одному із супортів – відрізний різець.
На фасонно-відрізних автоматах обробляють тільки зовнішні поверхні заготовок, що мають форму тіл обертання, і тільки з поперечною подачею різців.
Деякі моделі автоматів мають свердлильний супорт, у якому закріплюють свердло. Отвір свердлять із поздовжньою подачею свердлильного супорта. Після закінчення обробки всіх поверхонь заготовки фасонними різцями відрізний різець відрізає готову деталь від прутка, і цикл роботи автомата повторюється.
Одношпиндельні поздовжньо-фасонні автомати. На цих автоматах обробляють деталі складної форми діаметром до 18— 22 мм і довжиною  до 20
до 20 .
.
Заготовками для виготовлення деталей служать точні калібровані прутки. Пруток затискають у цанговому патроні автомата та пропускають крізь люнетну втулку 2 стійки 3 (рис. 4.30).
Шпиндельна бабка 1 автомата має поздовжню подачу. У деяких моделях автоматів поздовжню подачу має шпиндель. Пруток, який закріплений у шпинделі автомата, одночасно з обертанням одержує ще й поздовжню подачу. Супорти автомата (їх може бути до п'яти) мають поперечну подачу. У затискних пристроях супортів закріплюють прохідні різці та один відрізний різець.
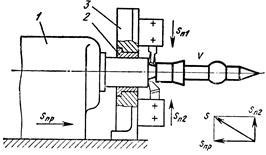
Рис.4.30 Схема обробки заготовки на токарному одношпиндельному поздовжньо-фасонному автоматі
|
|
|
Швидкостями переміщення передньої бабки (прутка) і поперечних супортів, а також моментами включення та вимикання  та
та  управляє розподільний вал автомата. Поєднання поздовжньої подачі прутка з поперечною подачею різців дозволяє на заготовці обточувати зовнішні циліндричні, конічні та фасонні поверхні, підрізати торці, проточувати канавки, галтелі, обточувати фаски. Використання додаткового поздовжнього супорта дозволяє виконувати свердлильні або різьбонарізні роботи.
управляє розподільний вал автомата. Поєднання поздовжньої подачі прутка з поперечною подачею різців дозволяє на заготовці обточувати зовнішні циліндричні, конічні та фасонні поверхні, підрізати торці, проточувати канавки, галтелі, обточувати фаски. Використання додаткового поздовжнього супорта дозволяє виконувати свердлильні або різьбонарізні роботи.
Поверхні заготовки обробляють у місці її виходу з люнетної втулки, що виключає деформацію заготовки.
Одношпиндельні токарно-револьверні автомати. На цих автоматах обробляють складні деталі діаметром 8-36 мм.
Токарно-револьверний автомат (рис. 4.31) має шпиндельну бабку 2, як правило із цанговим патроном, затискним і подавальним механізмом. На станині 1 і шпиндельній бабці змонтовані поперечні супорти 3. Зазвичай автомат має два-три супорта. Крім поперечних супортів автомат облаштований револьверним супортом 5 з револьверною головкою 4, яка має горизонтальну вісь обертання. Супорти автомата мають тільки поперечну подачу, револьверна головка — тільки поздовжню. Увімкненням, вимкненням і зміною швидкостей обертання заготовки та переміщення супортів і револьверної головки управляє розподільний вал 6 автомата.
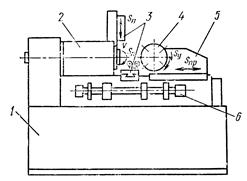
Рис.4.31 Загальний вид одношпиндельного токарно-револьверного автомата
Токарно-револьверний автомат працює по замкнутому циклу за принципом паралельної обробки. Обробка поверхонь заготовок на токарно-револьверному автоматі аналогічна обробці поверхонь заготовок на універсальних токарно-револьверних верстатах. Однак автоматизація всіх установних і допоміжних рухів забезпечує високу продуктивність. Автомати використовують для виготовлення великої партії деталей.
На токарно-револьверних автоматах обробляють циліндричні, конічні та фасонні поверхні, підрізають торці, проточують канавки, галтелі, фаски; обробляють отвори свердлінням, зенкеруванням, зенкуванням, розгортанням і розточуванням; нарізають зовнішню (плашками) і внутрішню (мітчиками) різьби; накочують рифлення і т.д. Використання додаткових пристроїв розширює технологічні можливості автоматів. Наприклад, установка спеціального автоматичного пристрою дозволяє фрезерувати шліцьові канавки на головках гвинтів і т.д.
|
|
|
На токарно-револьверних автоматах інструменти, що працюють із поздовжньою подачею, закріплюють у гніздах револьверної головки; інструменти, що працюють із поперечною подачею, – у затискних пристроях поперечних супортів. На рис. 4.32 показані приклади типових деталей, які обробляють на одношпиндельних токарно-револьверних автоматах.
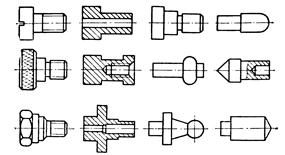
Рис. 4.32 Приклади типових деталей, що виготовляють на токарно-револьверному автоматі
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 651; Нарушение авторских прав?; Мы поможем в написании вашей работы!