КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пристрої для обробки заготовок на свердлильних верстатах
|
|
|
|
А, б, в – зенкери г, д, е – розгортки, ж – мітчик
За видом оброблюваних отворів зенкери ділять на циліндричні (рис. 5.3 а), конічні (рис. 5.3, б) і торцеві (рис. 5.3, в). Зенкери бувають цільні з конічним хвостовиком Ø до 32 мм, (рис. 5.3, а, б) та насадні Ø до 100 мм (рис. 5.3, в).
Розгортки. Цим інструментом остаточно обробляють отвори. За формою оброблюваного отвору розрізняють циліндричні (рис. 5.3, г) і конічні (рис. 5.3, д) розгортки. Розгортки мають 6 — 12 головних ріжучих лез, розташованих на ріжучій частині 7 з напрямним конусом. Калібруюча частина 8 направляє розгортку в отворі та забезпечує необхідну точність і шорсткість поверхні.
За способом застосування розрізняють машинні та ручні розгортки. За конструкцією кріплення розгортки ділять на хвостові та насадні. На рис. 5.3, е показана машинна насадна розгортка з механічним кріпленням ріжучих пластинок у її корпусі.
Мітчики. Їх застосовують для нарізування внутрішніх різьб. Мітчик (рис. 5.3 ж) являє собою гвинт із прорізаними прямими або спіральними канавками, які утворюють ріжучі леза, і складається з робочої та хвостової частин. Робоча частина мітчика має ріжучу (забірну) 9 і калібруючу 10 частини. Забірна частина виконує основну роботу різання, а калібруюча зачищає різьбу, що нарізається. Хвостова частина мітчика служить для закріплення мітчика в патроні. Профіль різьби мітчика повинен відповідати профілю різьби, що нарізається. Розрізняють гайкові, машинні та ручні мітчики.
При обробці на свердлильних верстатах застосовують різні пристрої для установки та закріплення заготовок на столах верстатів (рис. 5.4).
Заготовки закріплюють притискними планками (рис. 5.4, а) або в машинних лещатах. При свердлінні наскрізних отворів заготовку встановлюють на підкладки, що забезпечує вільний вихід свердла з отвору. При обробці отворів, паралельних або розташованих під кутом до установочної площини, використовують косинці: прості (рис. 5.4, б) і універсальні (рис. 5.4 в). Заготовки, що мають циліндричні частини, закріплюють у трьох - або чотирьохкулачкових патронах, які кріплять на столі верстата. При свердленні отворів у циліндричних заготовках їх установлюють на призмі й закріплюють струбциною (рис. 5.4, г). Для свердління декількох точно розташованих отворів у заготовках, які обробляються великими партіями, широко використовують спеціальні пристрої — кондуктори (рис. 5.4, д). Вони мають напрямні втулки 2, які забезпечують точне положення різального інструменту відносно оброблюваної заготовки 1, яку закріплюють в кондукторі. Необхідність у розмітці при використанні кондукторів відпадає.
|
|
|
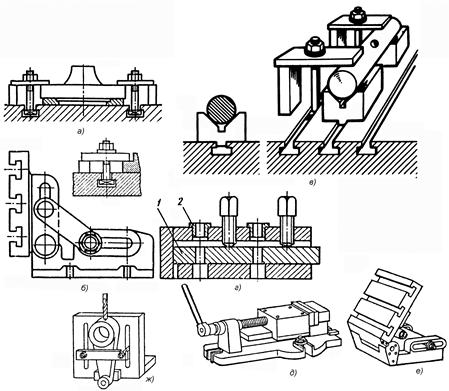
Рис. 5.4 Пристрої для закріплення заготовок на свердлильних верстатах
Ріжучий інструмент у шпинделі свердлильного верстата закріплюють за допомогою допоміжного інструмента: перехідних втулок, свердлильних патронів і оправок.
Різальні інструменти із конічним хвостовиком закріплюють безпосередньо в шпинделі свердлильного верстата (рис. 5.5, а). Якщо розмір конуса хвостовика інструмента менше розміру конічного отвору шпинделя, то застосовують перехідні конічні втулки (рис. 5.5, б). Інструменти із циліндричним хвостовиком закріплюють у двох-, трьохкулачкових або цангових патронах. Закріплення різального інструменту в цанговому патроні показане на рис. 5.5, в. На різьбову частину корпуса патрона 1 нагвинчується втулка 2, у якій знаходиться розрізна цанга 3. Циліндричний хвостовик інструмента 4 вставляють в отвір цанги й закріплюють обертанням втулки 2 за годинниковою стрілкою.
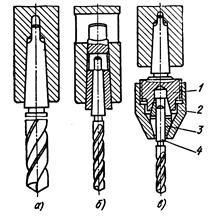
Рис. 5.5 Схеми закріплення інструмента в шпинделі верстата
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 741; Нарушение авторских прав?; Мы поможем в написании вашей работы!