КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обробка заготовок на безцентрово-шліфувальних верстатах
|
|
|
|
Процес шліфування на безцентрово-шліфувальних верстатах характеризується високою продуктивністю. Заготовку обробляють у незакріпленому стані. Для шліфування заготовок типу валів також не потрібно центрових отворів.
На станині 1 безцентрово-шліфувального верстата (рис. 11.7) установлені два круга: шліфуючий на бабці 2 і ведучий на бабці 4. Кожний з кругів періодично правлять за допомогою механізмів 3 і 5. Заготовка обертається на ножі 6 і одночасно контактує з обома кругами. Для переміщення заготовки по ножу з поздовжньою подачею бабку ведучого круга повертають на невеликий кут. При шліфуванні заготовок із уступами бабку ведучого круга не повертають, вона переміщається по напрямним станини з подачею на глибину різання до певного положення.
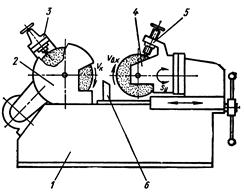
Рис.11.7 - Загальний вид безцентрово-шліфувального верстата
Заготовку 3 (рис. 11.8, а) установлюють на ніж 2 між двома кругами — робочим 1 і ведучим 4. Робочий і ведучий круги обертаються в одному напрямку, але з різними швидкостями. Тертя між ведучим кругом та заготовкою більше, ніж між нею та робочим кругом. Внаслідок цього заготовка захоплюється в обертання зі швидкістю, яка близька до окружної швидкості ведучого круга.
Перед шліфуванням ведучий круг встановлюють під кутом  (1—7°) до осі обертання заготовки. Вектор швидкості цього круга розкладається на складові, і виникає поздовжня подача тому заготовка переміщається по ножу уздовж своєї осі та може бути прошліфована на всю довжину. Чим більше кут , тим більше подача. Слідом за першою заготовкою відразу ж може бути покладена на ніж для шліфування друга, потім третя і т.д. Такі верстати легко автоматизувати, установивши похилий лоток, по якому заготовки будуть сповзати на ніж, подаватися через зону шліфування та падати в тару.
(1—7°) до осі обертання заготовки. Вектор швидкості цього круга розкладається на складові, і виникає поздовжня подача тому заготовка переміщається по ножу уздовж своєї осі та може бути прошліфована на всю довжину. Чим більше кут , тим більше подача. Слідом за першою заготовкою відразу ж може бути покладена на ніж для шліфування друга, потім третя і т.д. Такі верстати легко автоматизувати, установивши похилий лоток, по якому заготовки будуть сповзати на ніж, подаватися через зону шліфування та падати в тару.
|
|
|
Заготовки східчастої форми або з фасонними поверхнями шліфують методом врізання (рис. 11.8, б). Перед шліфуванням ведучий круг відводять убік, заготовку укладають на ніж і потім підтискають її ведучим кругом. Обробляють із поперечною подачею до одержання необхідного розміру деталі. Після шліфування оброблену деталь видаляють із зони різання виштовхуванням.
Для шліфування поверхонь методом врізання абразивний інструмент заправляють відповідно до профілю деталі.
Осьове положення заготовки визначається торцевим упором (на рис. 11.8 не показаний). Для підтиску до нього заготовки ведучий круг повертають на невеликий кут. На таких верстатах можна також шліфувати конічні поверхні.
Аналогічний принцип роботи використовують при шліфуванні на безцентрових внутрішньо шліфувальних верстатах для обробки циліндричних і конічних отворів у заготовках, які мають зовнішню циліндричну поверхню. Заготовку встановлюють по зовнішній поверхні між трьома елементами, які обертаються: опорним роликом, притискним роликом і ведучим барабаном. Шліфувальний круг розташовується в отворі консольно та рухається зворотно-поступально уздовж осі отвору.
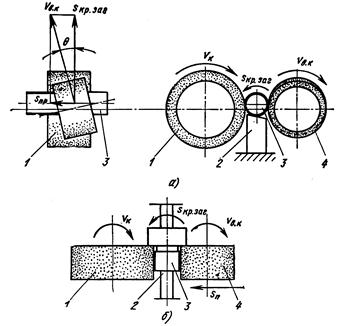
Рис. 11.8 - Схеми обробки заготовок на безцентрово-шліфувальних верстатах
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1532; Нарушение авторских прав?; Мы поможем в написании вашей работы!