КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Токарно- револьверные станки
|
|
|
|
Кулачки или ролики; 5 - планка; 6 - болт с гайкой
Пружина; 4 - ось; 5 - призма
Диск; 5 - зубчатое колесо; нынаконечником; 1 - рабочая часть; 2 - хвостовая часть;
Корпус; 2 - центр; 3, 6 - рукоятки; 4 - пиноль; 5, 12 и 14 - винты;
7 - маховик; 8- тяга; 9, 10 - рычаги; 11, 13 – гайка
Приспособления для закрепления заготовок. Для крепления заготовок на токарных станках применяют двух-, трех- и четырех-кулачковые патроны с ручным и
механизированным приводом зажима. Наиболее широко распространен трехкулачковый
самоцентрирующий патрон (рис. 2.9). Кулачки 7, 2 и З патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра.
В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки; кулачки таких патронов,
|
|
|
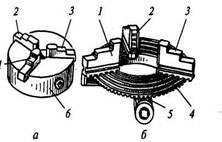
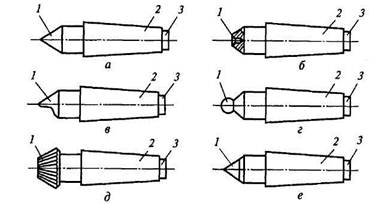
Рис. 2.10. Типы центров:
Рис. 2.9. Трехкулачковый а - упорный; 6 - обратный; в - полуцентр упорный; г - со
самоцентрирующий сферической рабочей частью; д - с рифленой
патрон: 1, 2 и 3 - кулачки; поверхностью рабочего конуса; е - с твердосплав-
6 - корпус патрона 3 - опорная часть
как правило, предназначены для закрепления только одной детали. В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы. В зависимости от формы и размеров обрабатываемых деталей применяют различные центры (рис. 2.10.). Угол при вершине рабочей части центра (рис. 2.10, а) обычно равен 60°. Конические поверхности рабочей 1 и хвостовой 2 частей центра не должны иметь забоин, так как это приводит к погрешностям при обработке
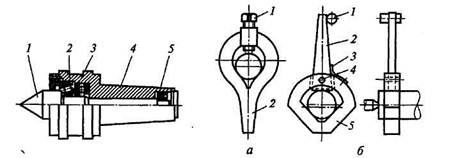
Рис. 2.11. Вращающийся центр: Рис. 2.12. Токарные хомутики:
1 - рабочая часть; 2, З и 5- опоры качения; а - обычный: 1 - винт; 2 - хвостовик;
4 - хвостовая часть б~ самозатягивающий: 1 - упор; 2 - хвостовик;
заготовок. Диаметр опорной части 3 меньше малого диаметра конуса хвостовой части, что позволяет выбивать центр из гнезда без повреждения конической поверхности хвостовой части. При обработке с большими скоростями резания и нагрузками применяют задние вращающиеся центры (рис. 2.11). В хвостовой части 4 центра на опорах качения 2, 3 и 5 смонтирована ось, на конце которой выполнена рабочая часть 1 центра, что обеспечивает ее вращение вместе с обрабатываемой заготовкой.
Хомутики (рис. 2.12) служат для передачи вращения от шпинделя к обрабатываемой заготовке, установленной в центрах станка. Хомутик надевают на заготовку и закрепляют винтом / (рис. 16, а), при этом хвостовик 2 хомутика упирается в палец поводкового патрона.
При обработке заготовки в центрах передачу движения ей может осуществлять поводковый патрон через палец-поводок и хомутик, который крепится на детали винтом. Для сокращения вспомогательного времени при черновой обработке в центрах валов диаметром 15...90 мм применяют самозажимные поводковые патроны.
|
|
|
Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности.
Мембранные патроны применяют в том случае, когда необходимо обработать партию заготовок с высокой точностью центрирования.
Способ установки и закрепления заготовок на станке выбирают в зависимости от их размеров, жесткости и требуемой точности обработки. При соотношении l/D < 4 (l - длина обрабатываемой заготовки, мм; D - диаметр заготовки, мм) заготовки закрепляют в патроне, при 4 < l/D< 10 - в центрах или в патроне с поджимом задним центром (рис. 17.). При l/D > 10 закрепление заготовки выполняется в центрах или в патроне и центре задней бабки и с поддержкой люнетом (рис. 2.14.).
Самой распространенной является установка обрабатываемой заготовки в центрах станка. Заготовку обрабатывают в центрах в случае необходимости обеспечения концентричности обрабатываемых поверхностей при переустановке заготовки на станке, если
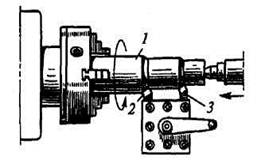
Рис. 2.13. Установка заготовок в патроне с
поджимом задним центром:
1 - заготовка; 2 и 3 – резцы
последующую обработку выполняют на шлифовальном станке тоже в центрах и если это предусмотрено технологией обработки.
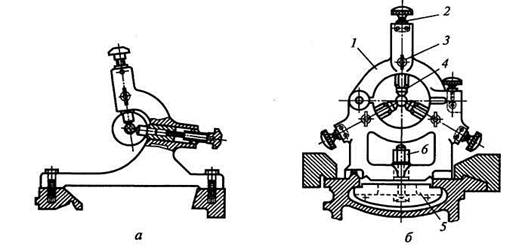
Рис. 2.14. Люнеты:
а - подвижный; б - неподвижный: 1 - верхняя (откидная) часть; 2 - винты; 3 - болты;
Заготовки с отверстием устанавливают в центрах с помощью токарных оправок (рис. 2.15.).
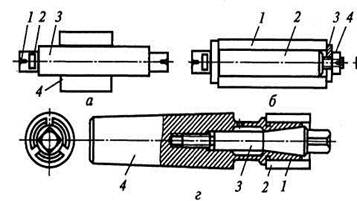
Рис. 2.15. Токарные оправки:
а - оправка с малой конусностью (обычно 1:2000): 1 - центровое отверстие; 2 - хомутик; 3 - оправка; 4 - заготовка; б - цилиндрическая оправка: 1 - заготовка; 2 - оправка; 3 - прижимная шайба; 4 - шайба; в - разжимная (цанговая) оправка: 1 - заготовка; 2 - коническая оправка; 3, 5 - гайки; 4 - полая оправка; г - шпиндельная оправка: 1 -цанга; 2 - заготовка; 3 - разжимная оправка; 4 - патрон; д - оправка с упругой оболочкой: 1 - план-шайба; 2- втулка; 3 - заготовка; 4- отверстие для ввода гидропласта; 5, 6 – винт
Лекция №3. Станки токарной группы. Токарно- револьверные станки. Разновидности токарно-револьверных станков. Токарно-револьверный станок 1Г340П. Лобовые и карусельные станки. Лобовые станки. Карусельные станки.Токарно-карусельные станки. Токарно-карусельный станок мод. 1512.Токарно-затыловочные станки. Универсальный токарно-затыловочный станок 1811
|
|
|
Применяют в серийном производстве для обработки деталей из пруткового материала или из штучных заготовок. На этих станках можно выполнять все основные токарные операции.
Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта. Однако они имеют револьверную головку, в гнездах которой может быть установлен различный инструмент (резцы, сверла, развертки и т. д.). При наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Револьверная головка может поворачиваться вокруг своей оси, и тогда инструмент последовательно подводится к заготовке. Инструмент крепится также и в резцедержателе поперечного суппорта. Токарно-револьверные станки рационально применять в том случае, если по технологическому процессу обработки требуется большое количество режущего инструмента.
К преимуществам токарно-револьверных станков относятся: возможность сокращения машинного времени вследствие применения многорезцовых державок для одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени, так как станок на многоинструментальную обработку настраивают предварительно.
Разновидности токарно-револьверных станков. Токарно-револьверные станки в зависимости от вида заготовок бывают прутковые или патронные. Обычно станки малого размера - прутковые, а среднего размера могут быть как прутковые, так и патронные. Крупные револьверные станки обычно патронные. По конструкции револьверной головки все эти станки делятся на станки с вертикальной и горизонтальной осью вращения револьверной головки (рис. 3.1.). Револьверные головки бывают цилиндрические и призматические. Головки цилиндрической формы делают с вертикальной (рис. 3.1, а) и горизонтальной осью вращения (рис. 3.1, б, в), с расположением горизонтальной оси пер пендикулярно (рис. 3.1, б) или параллельно оси шпинделя станка (рис. 3.1, в).
|
|
|
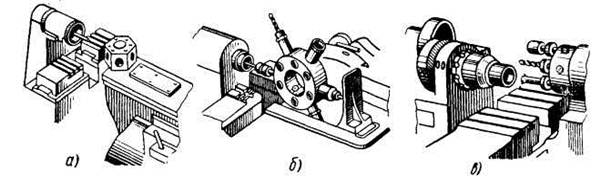
Рис. 3.1. типы револьверных головок с осями вращения:
а - вертикальной; б - горизонтальной (перпендикулярной к оси станка); в - горизонтальной (параллельной оси станка)
Головки призматической формы обычно имеют вертикальную ось и шесть граней с гнездами.
Основными размерами, характеризующими токарно-револьверные станки, являются наибольший диаметр обрабатываемого прутка, наибольший диаметр обрабатываемой в патроне детали над станиной и над суппортом, а также максимальное расстояние от переднего конца шпинделя до передней грани или торца револьверной головки и наибольшее перемещение головки.
Зажимные и подающие устройства. Почти все револьверные станки для прутковой работы снабжаются механизмами подачи и зажима прутка (рис. 3.2). При перемещении трубы 5 при помощи рычага 6 вправо конический конец цанги 4 прижимается к коническому отверстию гайки 3 и тем самым пропущенный через отверстие шпинделя пруток зажимается. При повороте рычага 6 против часовой стрелки его верхнее плечо перемещает влево муфту 2, которая конической частью разводит длинные плечи угловых рычагов 2, а короткие плечи рычагов, упирающиеся в торец трубы 5, перемещают ее вправо.
Если рычаг 6 повернуть по часовой стрелке, то муфта 2 перемещается вправо, угловые рычаги 1 освобождают трубу 5. Цанга 4, стремясь разжаться, выходит из конического отверстия гайки 3 и освобождает пруток. После этого пруток подается либо той же рукояткой, которая зажимает и освобождает цангу, либо другой рукояткой. В обоих случаях рукоятка передвигает зубчатую рейку (на чертеже не показана), которая при движении вправо захватывает храповик, соединенный со специальным патрончиком,
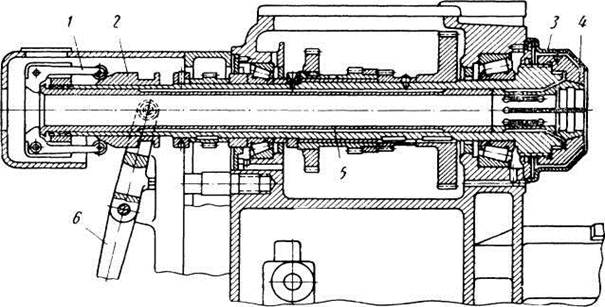
Рис. 3.2. Механизм подачи и зажима прутка
закрепленным на обрабатываемом прутке, и тем самым подает пруток через шпиндель и открытую цангу. При повороте рукоятки в обратную сторону храповик скользит по зубьям рейки, и пруток остается на месте.
В револьверных станках механизмы подачи и зажима прутка работают обычно без остановки шпинделя. В некоторых станках эти механизмы снабжаются электромеханическим приводом. Между передней бабкой и револьверным суппортом размещен поперечный суппорт. Установленный в нем инструмент отрезает заготовку и фасонно ее обтачивает.
Зажимные устройства. Для зажима прутка при обработке на токарно-револьверных станках широко применяют цанговые патроны.
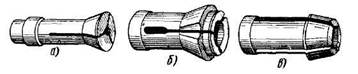
Рис. 3.3. Цанги:
а - затяжная; б - неподвижная, в – выдвижная
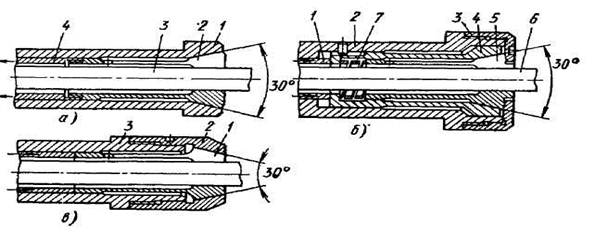
Рис. 3.4. Цанговые патроны
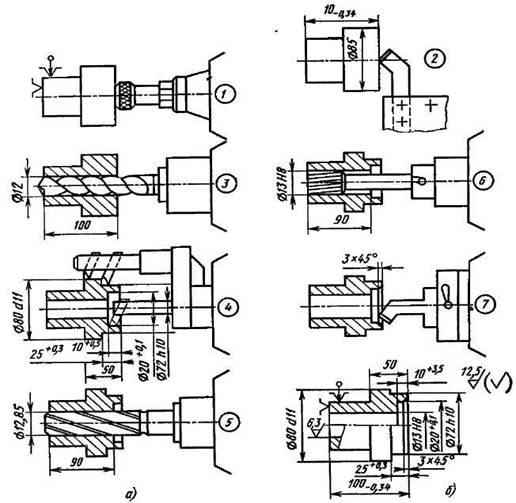
Рис. 3.5. Пример наладки токарно-револьверного станка (а) на обработку детали (б)
Основным элементом является цанга - стальная закаленная втулка с прорезями, образующими пружинящие лепестки (рис. 3.3). Пример наладки токарно-револьверного станка показан на рис. 3.4. Для зажима прутков используют цанговые патроны. В патроне (рис. 3.4, а) пруток 5 зажимается перемещением трубы 4 вместе с цангой 2 влево до упора в шпиндель 1. Недостатком такого устройства является осевое перемещение прутка при зажиме, что уменьшает точность его выдвижения. В патроне, показанном на рис. 3.4, б, пруток 6 зажимается перемещением трубы 1 вправо и надвиганием зажимной втулки 4 на конус цанги 5, упирающейся в гайку 3, навинченную на шпиндель 2. Пружина 7 служит для перемещения трубы 1 при разжиме прутка, При зажиме прутка (рис. 3.4, в) цанга 1 подается вправо в кшус упорной гайки 2, навернутой на шпиндель 3. Угол конуса цанги обычно равен 30°.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2927; Нарушение авторских прав?; Мы поможем в написании вашей работы!