КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматическом цикле работы станка
|
|
|
|
А - положение при рабочем ходе, б - положение при холостом ходе в
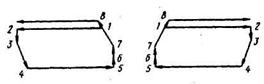
Рис. 3.21. Циклограмма затылования червячных фрез по полуавтоматическому циклу
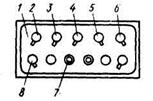
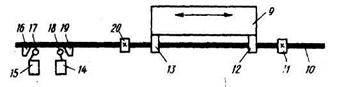
Рис. 3.22. Управление станком
Чтобы наладить станок на обработку червячных фрез с автоматическим циклом, в пульте управления 1 (рис. 3.22), установленного в электрошкафу, производят следующие включения. Переключателем 6 станок включается в сеть, переключателем 4 устанавливается положение «Червячная фреза», переключателями 2 и 3 устанавливается обработка фрезы с левой или правой резьбой, переключатель 5 определяет обработку праворежущей или леворежущей фрезы, кнопкой 7 включается гидронасос гидропривода.
Упоры 11 и 20 на штанге управления 10 устанавливаются так, чтобы движения суппорта 9 выключались в требуемых местах. После этого кнопкой 8 на пульте управления включается рабочий ход суппорта. После нажатая кнопки «Вкл», на пульте управления передней бабки станка, каретка паремещается влево или вправо (в зависимости от направления винтовой нарезки резьбы). В конце рабочего хода она нажмет вилками 12 или 13 на упоры 11 или 20, передвинет штангу управления 10 и отведет упор 16 от ролика 17 путевого выключателя 15 или упор 19 от ролика 18 путевого выключателя 14. При этом отключается главный электродвигатель, который тормозится, и включается гидроустройство предварительного вывода резца из нитки опусканием кулачка затылования. При опускании кулачка затылования включается обратное ускоренное вращение электродвигателя. Во время быстрого обратного вращения электродвигателя кулачок эатыловання и эатыловочное движение выключены однозубой муфтой, а ходовой винт сообщает каретке суппорта быстрый обратный ход до тех пор, пока суппорт на вернется в обратное положение. В конце холостого хода вилка 12 или 13 нажмет на упор 11 или 20, который передвинет штангу управления 10. При этом происходит отключение главного электродвигателя, который тормозится, и включается механизм ввода резца, поднимающий кулачок затылования в верхнее положение. Одновременно осуществляется поперечная подача резца на врезание для следующего прохода. В конце ввода резца происходит нажатие на конечный выключатель, и станок включается на очередной цикл. Команда на автоматическую подачу резца на глубину резания подается один раз за цикл. Станок останавливается нажатием на кнопку «Откл» на пульте управления передней бабки станка.
|
|
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 942; Нарушение авторских прав?; Мы поможем в написании вашей работы!