КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Станки моделей 3М82, 3М83 и 3К84
|
|
|
|
Эти станки можно использовать для предварительного -и окончательного хонингования деталей различной формы, размеров и материалов. Система управления станков допускает их настройку на различные автоматические циклы хонингования с наибольшей продолжительностью, соответствующей 75 дв. ходам шпиндельной головки. Предусмотрен контроль продолжительности хонингования с помощью счетчика числа двойных ходов шпиндельной головки, благодаря чему серийные хонинговальиые станки являютс полуавтоматами. Специальные налажен хонинговальные станки, изготовляемые на их базе, оснащаются различными устройствами активного контроля. Станки данной гаммы имеют конструктивную компоновку типа подвижный кронштейн. Станки мод. ЗМ82 и ЗМ83 имеют около 85 процентов унифицированных деталей и сборочных единиц.
Кинематическая схема станка мод. ЗМ83 показана на рис. 6.30. Для изменения частоты вращения шпинделя в станке использована четырехступенчатая коробка скоростей.
По кинематической схеме
 n
n
 (Z4/Z6; Z7/Z12; Z6/Z10; Z5/Z10) ∙(Z11/Z13)∙(Z14/Z16)= n шп
(Z4/Z6; Z7/Z12; Z6/Z10; Z5/Z10) ∙(Z11/Z13)∙(Z14/Z16)= n шп
На рис. 6.31 показана коробка скоростей станка мод. ЗМ83. Для торможения шпинделя в ней установлен тормоз 9 с электромагнитной муфтой ЭТМ-42.
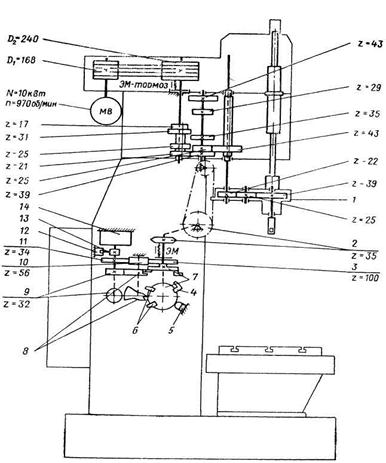
Рис. 6.30. Кинематическая схема хонинговального станка мод. ЗМ83
От коробки скоростей вращение передается вертикальному шлицевому валу 6 шпиндельной головки с помощью бронзовой шлицевой втулки 7, закрепленной в верхней части полой гильзы 8.
Шлицевое соединение смазывается путем маслосбора в полость закрепленной на гильзе чашки 5, из которой масло подводится к шлицам через подпружинную фетровую вставку Изготовление шлицевой втулки из бронзы и смазка шлицевого соединения способствуют снижению износа рабочих поверхностей шлиц. В нижней части шлицевого вала в стенке подставки коробки скоростей закреплена с дополнительным уплотнительным резиновым кольцом маслоотражательная втулка 1, предотвращающая вытекание масла по шлицевому валу.
|
|
|
В передней части корпуса коробки скоростей установлен гидроцилиндр 3 возвратно-поступательного движения шпиндельнойголовки, ось штока 2 гидроцилиндра совпадает с осью шпинделя станка. Нижний конец штока соединен с гидроцилиндром разжима брусков, смонтированным на корпусе шпиндельной головки. Общая смазка передач и опор валов коробки скоростей производится с помощью шестеренчатого насоса путем разбрызгивания масла по всей ее внутренней полости.
Для сохранения эксплуатационных качеств станка в течение длительного времени необходим систематический контроль за правильностью работы отдельных систем и механизмов станка, за состоянием и износом ответственных сопряжений (механизм переключения скоростей и фиксация вилок переключения, шлицевое соединение вала 8, щетки электромагнитного тормоза, уплотнение штока гидроцилиндра и др.).
Шпиндельная головка станка мод. ЗМ83 жестко соединена со штоком главного гидроцилиндра, благодаря чему получает возвратно-поступательное движение вдоль двух круглых направляющих (рис. 6.32). Короткий и жесткий шпиндель 1 смонтирован на двух радиальных подшипниках качения 6-й степени точности. В качестве нижней опоры использован специальный двухрядный роликовый подшипник 2 серии 3182116 (ГОСТ 7634-56), величина радиального зазора в котором регулируется путем перемещения внутреннего кольца подшипника по конической шейке шпинделя. Действующая на шпиндель осевая сила резания при возвратно-поступательном движении головки воспринимается двумя упорными шариковыми подшипниками 3. Опоры валов и шпинделя смазывают консистентной смазкой, подаваемой через пресс-масленки с помощью шприца. В процессе эксплуатации станка необходимо контролировать затяжку опор шпинделя и шлицевого вала и при появлении радиальной или осевой «качки» регулировать их. Целесообразно периодически проверять правильность положения шпинделя. Необходимо также следить за состоянием и износом направляющих бронзовых втулок и свечей.
|
|
|
При значительных износах детали следует заменять. В верхней части головки соосно со шпинделем станка установлен гидроцилиндр 4 разжима хонинговальных брусков. Толкатель 5, опускаясь, воздействует на конус разжима хонинговальной головки и
обеспечивает прижим брусков к обрабатываемой поверхности с определенным давлением (радиальная подача). По окончании обработки, перед вы-
ходом хонинговальной головки из обрабатываемого отверстия, поршень и шток цилиндра разжима перемещаются в верхнее положение и пружины хонинговальной головки отводят (сжимают) бруски.
В верхнем конечном положении поршня сферическая головка штифта 6 упирается в изолированный болт 7 и замыкает однопроводную электрическую цепь постоянного тока, благодаря чему осуществляется контроль сжатия брусков.
При обработке деталей с высокой радиальной жесткостью (зубчатые колеса, шатуны и др.) лучшие результаты поточности и производительности достигаются при дозированной системе радиальной подачи, обеспечивающей принудительное радиальное перемещение брусков с определенной закономерностью. На рис. 6.33 показан универсальный привод радиальной подачи для вертикально-хонинговальных станков мод. ЗМ82 и ЗМ83, разработанный в Уфимском авиационном институте. Привод выполнен в виде
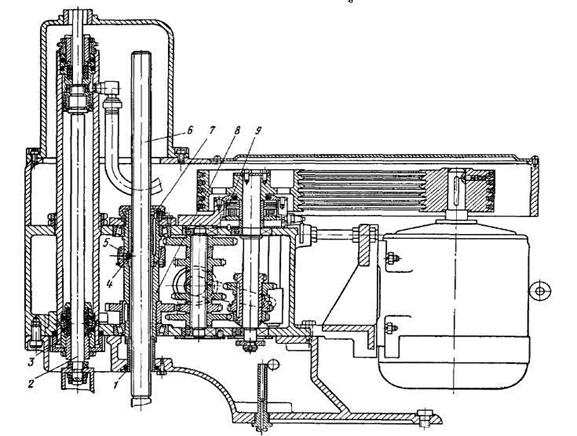
Рис. 6.31. Коробка скоростей станка мод. ЗМ83
самостоятельного узла и легко устанавливается в верхней части шпиндельной головки станка взамен существующего гидроцилиндра разжима. При разжиме брусков по давлению гидроцилиндр / является основным рабочим органом и осуществляет подачу аналогично имеющемуся приводу станка. Остальная часть механизма разжима при этом в работе не участвует. Когда разжим брусков осуществляется- с заданной радиальной подачей, гидроцилиндр 1 служит для ускоренного подвода брусков до соприкосновения с обрабатываемой поверхностью при небольшом начальном давлении. В момент перемещения штока 8 вниз размыкается низковольтный контакт между штоками и винтом 6, обеспечивая команду на включение электродвигателя 11. Вращение от электродвигателя через муфту (диск 10 и храповое колесо 12), червяк 13 передается червячному колесу 9, внутри которого расположен винт 7 с крупным шагом. Происходит ускоренное перемещение винта вниз до соприкосновения со штоком гидроцилиндра 1, после чего двигатель отключается и механизм дозированной подачи готов к работе. При движении шпиндельной головки плунжер 2 гидроцилиндра 4 также совершает возвратно-поступательное движение, для чего верхняя и нижняя полости гидроцилиндра соединены с гидросистемой возвратно-поступательного движения станка. Вместе с плунжером перемещается собачка 3 храпового колеса 12._3a каждый двойной ход шпиндельной головки храповое колесо поворачивается на один или несколько зубьев, в зависимости от предварительной настройки, и передает вращение червяку 13 и червячному колесу 9. Последнее обеспечивает поступательное перемещение винта 7 вниз, которое благодаря штоку 8 и толкателю хонинговальной головки преобразуется в радиальное перемещение брусков. Величину радиальной дозированной подачи регулируют с помощью оттарированного винта 5.
|
|
|
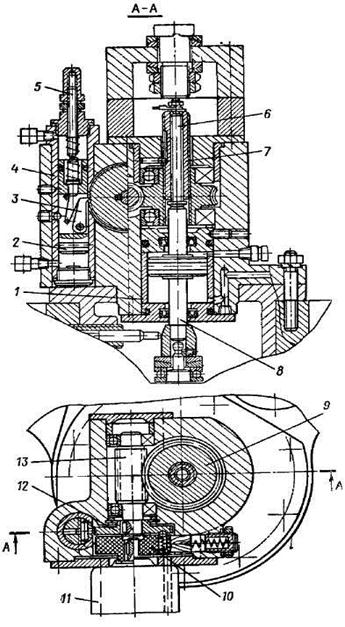
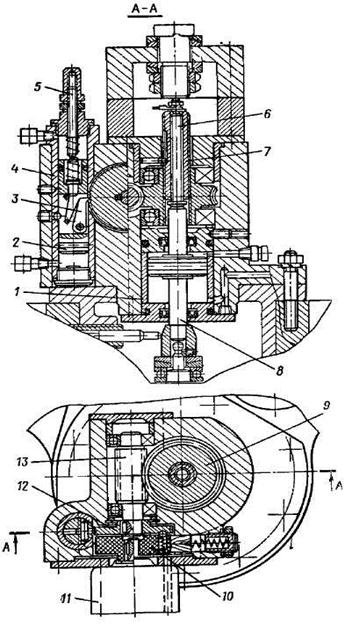
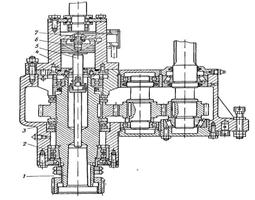
Рис. 6.32. Шпиндельная головка станка мод. ЗМ83
Рис. 6.33. Универсальный привод дозированной радиальной подачи брусков для станков мод. ЗМ82 и ЗМ83
По окончании цикла обработки отсекается подача масла в плунжерный гидроцилиндр 4У включается электродвигатель 11 с обратным вращением и винт 7 поднимается. При этом низковольтный контакт между штоком 8 и винтом 6 размыкается, происходит ускоренное сжатие брусков и автоматически весь механизм приводится в исходное положение. Переключение механизма на разжим брусков по давлению или дозированный производят с помощью рукоятки на пульте управления станком.
|
|
|
Величину радиальной подачи определяют по формуле

где m - число зубьев храпового колеса, захватываемое за двойной ход собачки; z хк - число зубьев храпового колеса; k - число заходов червяка 13; z чк - число зубьев червячного колеса 9; t в - шаг винта 7; φ - угол наклона образующей конуса разжима. В данной конструкции приняты следующие значения: m изменяется от 1 до 8 зубьев, z xk = 66, k - 1, z 4k = 40, t в - 1,5 мм, φ = 15°. При этом может быть получена дозированная подача в_ пределах 0,3-2,4 мкм/дв. ход головки.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1523; Нарушение авторских прав?; Мы поможем в написании вашей работы!