КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
А - напрохоД, б - врезное, в - до упора 1 - шлифовальный круг, 2 - заготовка, 3 - опорный нож, 4 - ведущий круг, 5 - упор
|
|
|
|
Бесцентрово-шлифовальные станки
Они предназначены для высокопроизводительного шлифования поверхностей типа тел вращения малого диаметра и большой длины, а также деталей, не имеющих центровых отверстий.
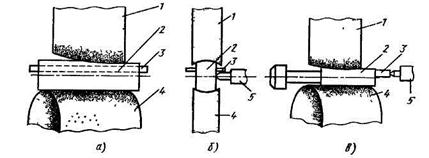
Рис. 7.10. Способы бесцентрового шлифования
На бесцентрово-шлифовальных станках заготовки обрабатывают тремя способами (рис. 7.10): шлифованием напроход, врезным шлифованием, шлифованием до упора. Перемещение заготовки 2 вдоль периферии круга 1 осуществляется в результате поворота ведущего круга 4 на определенный угол или за счет наклона опорного ножа 3 (рис 7.11.). Во всех случаях заготовка 2 находится в контакте с опорным ножом 3, шлифующим кругом 1 и ведущим кругом 4 Оба круга вращаются в одном направлении Частота вращения шлифовального круга в 60-100 раз выше частоты вращения ведущего круга (рис. 7.12).
Поперечная подача на бесцентрово-шлифовальных станках осуществляется:
а) перемещением ведущего круга и опорного ножа относительно неподвижной шлифовальной бабки;
б) перемещением шлифовальной бабки и опорного ножа относительно неподвижного ведущего круга;
в) перемещением шлифовального и ведущего кругов относительно неподвижного опорного ножа.
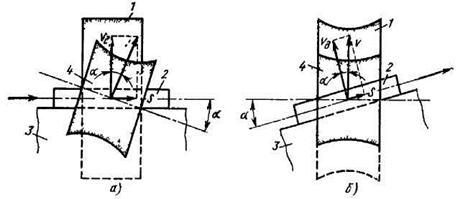
Рис, 7.11. Схема получения продольной подачи заготовки при бесцентровом шлифовании путем поворота ведущего круга (о) и опорного ножа (б)
vд - окружная скорость заготовки; v - окружная скорость ведущего круга; s - продольная подача;  - угол поворота ведущего кpyra или наклона опорного ножа (позиции те же что и на рис. 7.10)
- угол поворота ведущего кpyra или наклона опорного ножа (позиции те же что и на рис. 7.10)
В большинстве современных станков применяют бесступенчатое регулирование частоты вращения ведущего круга, что позволяет сохранить постоянную производительность по мере изнашивания ведущего круга. Обрабатываемые детали базируются либо на ноже, либо на башмаках. Станки снабжаются приборами правки шлифовального и ведущего кругов.
|
|
|
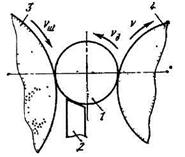 Рис. 7.12 Схема бесцентрового шлифования
Рис. 7.12 Схема бесцентрового шлифования
vш — окружная скорость шлифовального круга;
v — окружная скорость заготовки;
v — окружная скорость ведущего круга
(позиции те же, что на рис. 7.10.)
В станках этого типа отсутствуют какие-либо приспособления для закрепления заготовок, так как их базируют на опорных ножах различной конструкции. Ножи выполняют гладкой или ступенчатой формы из легированной стали, а опорную поверхность закаливают, или из углеродистой стали, в этом случае нож оснащают пластинкой из твердого сплава. При отделочном шлифовании и полировании применяют ножи с опорной поверхностью, выполненной из твердой резины.
Бесцентрово-шлифовальный станок ЗМ182.
Он предназначен для обработки методами продольного или врезного шлифования гладких, ступенчатых, конических и фасонных поверхностей тел вращения.
Техническая характеристика станка ЗМ182
Диаметр шлифования, мм … 0,8-25; Наибольшая длина шлифуемой детали, мм … 170; Размер (диаметр × ширина) круга, мм (шлифовального … 200 × 40, ведущего … 150×40);
Частота вращения ведущего круга, мин-1 … 11-150; Мощность электродвигателя привода шлифовального круга, кВт. … 7,5; Габаритные размеры, мм (длина … 2230, высота …1455, ширина … 2120); Отклонение от круглости после шлифования, мкм … 0,6.
На рис. 7.13 показан бесцентровый круглошлифовальный станок, на станине 1 неподвижно установлена бабка 2, несущая шпиндель со шлифовальным кругом 11, Справа в продольных направляющих станины размещена плита 8, на которой установлена бабка 6 с поворотной головкой 9 и ведущим кругом 10. Круг можно поворачивать вокруг горизонтальной оси на требуемый угол. На станине закреплена направляющая призма (нож) 4, являющаяся опорой для обрабатываемой детали. Установка бабки 6 ведущего круга на размер обрабатываемой детали, а также компенсация износа круга производится перемещением бабки по направляющим станины вместе с плитой 8 с помощью маховичка 7 и винтовой передачи.
|
|
|
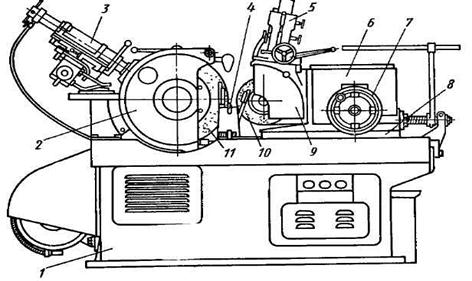
Рис. 7.13. Бесцентровый круглошлифовальный станок
Механизмы привода смонтированы внутри станины. Вращение кругам сообщает электродвигатель, расположенный слева на станине. Для периодической правки шлифующего и ведущего кругов служат специальные устройства 3 и 5, снабженные
алмазными карандашами. Кинематическая схема станка показана на рис. 7.14.
Привод главного движения. Вращение шлифовального круга осуществляется от асинхронного электродвигателя Ml через ременную
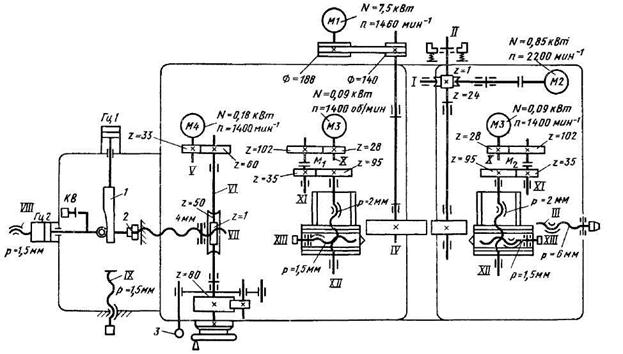
Рис. 7.14. Кинематическая схема бесцентрово-шлифовального станка
передачу Ø188/Ø140. Электродвигатель установлен на отдельной плите
с индивидуальным фундаментом.
Вращение ведущего круга осуществляется от электродвигателя постоянного тока М2 типа ПБСТ-22 через червячную передачу 1/24.
Перемещение салазок механизмов правки шлифовального и ведущего кругов осуществляется по цепи: двигатели МЗ - передачи 28/102 - Ручное перемещение шлифовальной бабки осуществляется от маховика через червячную передачу 1/50 на ходовой винт VII с шагом p = 4 мм. Быстрое перемещение шлифовальной бабки осуществляется от электродвигателя М4 через цилиндрическую передачу 33/60 и червячную передачу 1/50 на ходовой винт VII с шагом р = 4 мм.
предохранительные муфты М1 и М2 - передачи 35/95 - ходовые винты XII с шагом р = 2 мм.
Толчковую подачу шлифовальной бабки производят рычагом 3 через храповую собачку и храповое колесо z = 80 и далее по кинематической цепи перемещения шлифовальной бабки.
Движение врезания шлифовальная бабка получает от гидроцилиндров ГЦ1 и ГЦ2. Поперечная подача осуществляется от гидроцилиндра ГЦ1, который перемещает клин 1, контактирующий со штоком гидроцилиндра ГЦ2, являющегося продолжением винта VII.
Ускоренный привод осуществляется штоком гидроцилиндра ГЦ2. Выхаживание происходит на упоре 2 в конце поперечной подачи, когда прерывается контакт между клином и штоком гидроцилиндра ГЦ2.
|
|
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1052; Нарушение авторских прав?; Мы поможем в написании вашей работы!