КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Плоскошлифовальные станки
|
|
|
|
Плоское шлифование является методом обработки закаленных и незакаленных деталей машин; иногда плоское шлифование применяют вместо чистового строгания и чистового фрезерования, а также такой трудоемкой операции, как шабрение. Оно отличается высокой производительностью, так как позволяет обрабатывать заготовки с большими габаритными размерами и имеет малые затраты времени на установку и закрепление заготовок благодаря тому, что применяют магнитные столы. Плоские поверхности можно шлифовать периферией и торцом шлифовального круга. На рис. 7.17 приведены схемы обработки плоских поверхностей деталей на плоскошлифовальных станках.
Периферией круга обрабатывают, например, заготовки с жесткими допусками на отклонения от плоскостности (контрольные плиты, угольники, линейки, стыки ответственных деталей и др.); детали с буртиками и пазами; тонкие детали, подверженные короблению; детали, имеющие недостаточно жесткую опорную поверхность, что приводит к неустойчивому положению их на станке, а также детали, на торце которых следует сделать поднутрение или создать выпуклости, и др.
Основными технологическими факторами, определяющими режим шлифования, являются заданные точность и шероховатость поверхности, мощность двигателя главного привода и стойкость шлифовального круга. Режимы резания задает технолог или мастер или выбирают по справочникам.
Показателями режима резания при плоском шлифовании периферией круга являются: скорость круга; скорость подачи заготовки; поперечная (параллельная оси шпинделя) подача и глубина шлифования.
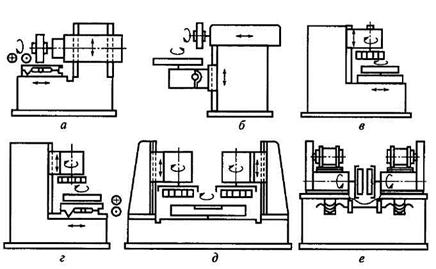
Рис. 7.17. Схема обработки на плоскошлифовальных станках с обозначением движений:
а - б - с горизонтальными шпинделями, работающими периферией шлифовального круга (а - с прямоугольным столом; б - с круглым столом); в - г - с вертикальными шпинделями, одношпиндельные, работающие торцом шлифовального круга {в - с круглым столом; г - с прямоугольным столом); д - е - двух-шпиндельные станки, работающие торцом шлифовального круга (д - с двумя вертикальными шпинделями; е - с двумя горизонтальными шпинделями)
Скорость шлифовального круга выбирают в зависимости от вида шлифования (обычное или скоростное) и возможностей станка. Скорость подачи заготовок совпадает с продольным перемещением стола, на котором их закрепляют. Увеличение скорости подачи заготовки приводит к увеличению производительности обработки, поэтому выбирают высокие скорости подачи заготовки, особенно при предварительных операциях и снятии больших припусков. Повышение скорости подачи заготовки приводит к уменьшению нагрева и деформации обрабатываемого изделия. На чистовых операциях снижают скорость подачи заготовки.
При увеличении поперечной подачи повышается производительность, но увеличивается шероховатость обрабатываемой поверхности и износ круга, поэтому на чистовых операциях применяют меньшую поперечную подачу.
Глубина резания определяет в основном производительность обработки, однако она зависит от зернистости круга, требуемой шероховатости обрабатываемой поверхности, мощности двигателя привода шлифовальной бабки и ряда других факторов. При обработке крупнозернистыми кругами применяют большую глубину резания. При шлифовании мелкозернистыми кругами с большой глубиной наблюдается значительный износ мягких кругов или быстрое засаливание твердых кругов. При выполнении черновых операций используют большие значения скорости и глубины резания, а на чистовых операциях их снижают.
Для повышения точности обработки и снижения шероховатости поверхности в конце цикла следует применять выхаживание.
Устройство плоскошлифовального станка. Шлифование плоских поверхностей заготовок производится периферией круга или его торцом. Существуют плоскошлифовальные станки с прямоугольным и круглым столами. Расположение шпинделя шлифовального круга может быть горизонтальным или вертикальным. В единичном, мелкосерийном и среднесерийном производстве наиболее часто используют плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем. В массовом производстве наибольшее распространение получили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей.
Рассмотрим плоскошлифовальный станок с прямоугольным столом общего назначения. На направляющих станины 1 станка (рис. 7.4) установлен стол 5, совершающий возвратно-поступательное перемещение от гидроцилиндра, расположенного в станине. Закрепление заготовок обычно производится с помощью магнитной плиты 12, закрепленной на столе. На станине смонтирована стойка 9, несущая шлифовальную бабку 10 с горизонтальным шпинделем шлифовального круга 11, закрытого кожухом 6. От механизмов подач, находящихся в станине, шлифовальной бабке сообщаются поперечное движение подачи (после каждого двойного хода стола) и вертикальное движение подачи (после каждого рабочего хода по снятию припуска со всей обработанной поверхности заготовки). Шпиндель вращается от электродвигателя, встроенного в шлифовальную бабку. Работа механизмов подач осуществляется от гидроцилиндров, в которые поступает масло от гидростанции 13, управляемой от панели 2. Установочные ручные перемещения стола (в продольном направлении) осуществляются маховиком 3, а шлифовальной бабки (в вертикальном направлении) - маховиком 8. Включение и выключение станка производят с пульта управления 4. Во время работы магнитную плиту с обрабатываемой заготовкой закрывают кожухом 6. СОЖ поступает из бака с помощью насоса 14.
На рис. 7.18 приведена кинематическая схема универсального плоскошлифовального станка. Главное движение — вращение шлифовального круга от электродвигателя Ml через шкивы 7 и 8 и ременную передачу. Частота вращения шпинделя - постоянная. Опускание или подъем шлифовальной головки происходит с помощью винтового механизма с винтом 6 и гайкой 5, с которой жестко соединено червячное колесо 3. Вращение червяка 4 осуществляется: при ускоренном перемещении - от электродвигателя М2 через цилиндрическую зубчатую передачу на зубчатые колеса 1 и 2; при автоматической вертикальной подаче - от лопастного насоса, работающего в момент поперечного или продольного реверса стола, через собачку 24, храповик 23, скрепленный с колесом 22, и далее через колеса 20 и 21 на червяк 4. Предел вертикальной подачи S двх=0,002...0,05 мм на двойной ход стола. Нижний предел 0,002 мм соответствует повороту храпового колеса 23 на один зуб. Ручное продольное перемещение стола осуществляется от маховика через зубчатые колеса 14, 15, 13 и 11 и рейку 12. За один оборот маховика стол перемещается на 18,1 мм.
В нормальном состоянии механизм ручного продольного перемещения стола разомкнут путем вывода колеса 11 из зацепления и включения микропереключателя, допускающего включение механического перемещения стола. Винт 9 с гайкой 10, закрепленные в крестовом суппорте, осуществляют поперечную подачу стола: в автоматическом режиме - от электродвигателя МЗ через зубчатые колеса 26, 27, 16 и 17; в ручном режиме - от маховика через колеса 17, 16. Тонкую поперечную подачу осуществляют нажатием кнопки, через конические колеса 18 и 19, муфту 25 и зубчатые колеса 17и 16.
Для плоскошлифовальных станков с прямоугольным столом, работающих периферией круга, движение подачи — возвратно-поступательное движение заготовки (продольное движение подачи); периодическое поперечное перемещение шлифовального круга (поперечное движение подачи) за один ход стола с заготовкой; периодическое вертикальное перемещение шлифовального круга (вертикальное движение подачи) на глубину шлифования. В том случае когда высота шлифовального круга больше ширины заготовки, поперечное движение подачи отсутствует.
Более подробно кинематика плоскошлифовального станка представлена на другом примере - станка 3Е71113.
Плоскошлифовальные станки с прямоугольным столом выполняют с горизонтальным и вертикальным шпинделями. На рис. 7.19. приведена традиционная компоновка плоскошлифовального станка с прямоугольным столом и горизонтальным шпинделем, работающего периферией круга. На станине 1 закреплена колонна 2, по вертикальным направляющим которой перемещается шлифовальная бабка 3. По горизонтальным
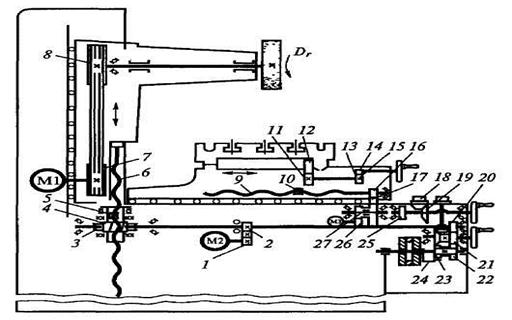
Рис. 7.18. Кинематическая схема плоскошлифовального станка с горизонтальным шпинделем:
1, 2 - зубчатые колеса; 3 - червячное колесо; 4 - червяк; 5, 10 - гайки; 6, 9 - винты; 7, 8 - шкивы; 11, 13, 14, 15, 16, 17, 20, 21, 22, 26 и 27 - зубчатые колеса; 12 - рейка; 18, 19 - конические колеса; 23 - храповик; 24 - собачка; 25 - муфта; Ml, M2, МЗ - электродвигатели; Dr - направление движения резания
направляющим качения перемещаются салазки 4 (движение поперечней подачи), несущие продольные направляющие качения, по которым перемещается стол 5. Перемещение стола осуществляется от гидроцилиндра, корпус которого закреплен на салазках 4, а штоки поршня - на столе 5. В станине размещены приводы вертикального перемещения шлифовальной бабки и поперечного перемещения салазок.
Техническая характеристика станка ЗЕ71113
Размеры рабочей поверхности стола, мм (длина... 630, ширина... 200); Скорость продольного перемещения стола, м/мин … 2-35; Поперечная подача стола, м/мин … 0,01-1,5; Габаритные размеры станка, мм (длина … 2700, высота … 1775, ширина... 1910).
Привод главного движения. Вращение шлифовального круга осуществляется от электродвигателя Ml через ременную передачу Ø194/Ø105.
Поперечная подача стола осуществляется от двигателя постоянного тока через передачи 34/100 и 50/100 на ходовой винт VII с шагом р = 5 мм. Муфта М1 служит для включения автоматической или ручной подачи. При включении муфты М1 вправо осуществляется автоматическая непрерывная или прерывистая подача. При вклю-
чении муфты М1 влево осуществляется ручная подача (грубая - вращением маховика или
тонкая - вращением лимба при включенной червячной передаче 1/100).
Ручную продольную подачу стола производят маховиком с планетарным механизмом, на выходе которого установлена шестерня, перемещающая рейку, закрепленную на столе. Вертикальная подача шлифовальной бабки осуществляется от шагового электродвигателя МЗ через передачи 34/100, 100/100, муфту М2, карданный вал X, электромагнитную муфту М3, червячную передачу 1/30 на ходовой винт XII с шагом р = 6 мм. Ручная подача шлифовальной бабки осуществляется при включенной муфте М2 влево от маховика и лимба, устройство которых аналогично описанному выше.
Быстрое перемещение шлифовальной бабки производится от электродвигателя М4 через ременную передачу Ø140 / Ø90 при выключенной муфте М3.
Продольная подача стола осуществляется от гидропривода, выполненного в виде бездифференциального гидроцилиндра, с электрогидравлическим управлением.
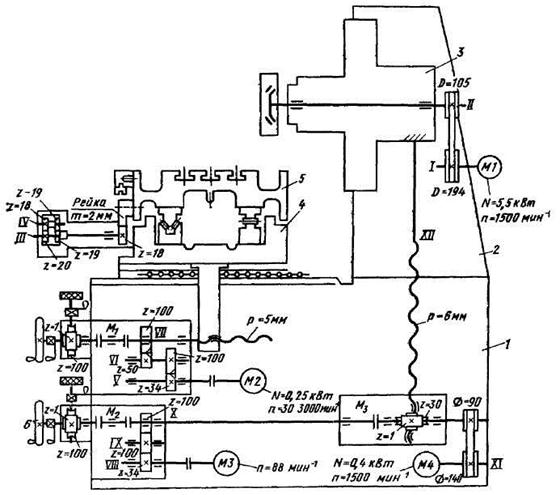
Рис. 7.19. Кинематическая схема плоскошлифовального станка
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 3841; Нарушение авторских прав?; Мы поможем в написании вашей работы!