КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Стойка, 7 - коробка подач
|
|
|
|
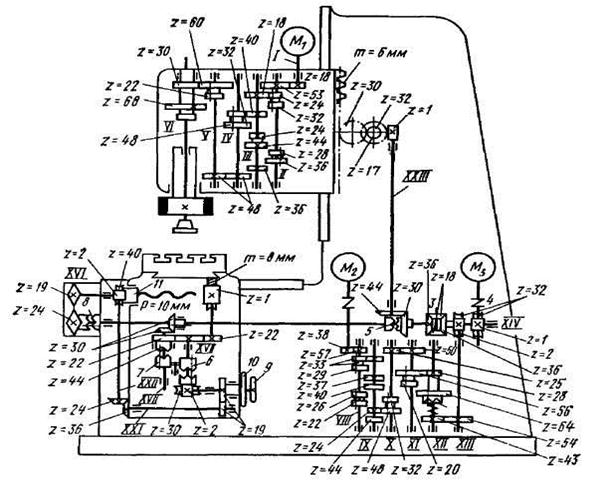
Рис. 9.22. Кинематическая схема вертикально-фрезерного станка мод. 6А54
Изменение направления движений узлов станка производится реверсированием электродвигателей M1, М2, М3.
Полуавтоматический цикл работы станка осуществляется с помощью кулачков, Ручное продольное перемещение стола выполняется вращением маховичка 9 и далее по цепи: червячная пара (и = 2/30); муфта 8; зубчатые колеса (u =44/22); червячно-реечная передача (z=1, m = 8).
Ручное поперечное перемещение стола осуществляется махович-
ком 10 и далее по цепи: зубчатые колеса
гайка 11 по неподвижному винту л VI.
Муфту 6 включают при ручной продольной подаче стола, муциу 7 - при механической подаче стола.

Рис. 9.23. Гидросхема управления вертикально-фрезерным станком мод. 6А54
Установочные перемещения (изменение частоты вращения шпинделя и подач; зажим и отжим шпиндельной бабки, салазок и гильзы шпинделя; автоматический подъем гильзы шпинделя; блокировки узлов) производятся с помощью гидравлической схемы станка (рис. 9.23). Масло из бака 22 через фильтр 21 нагнетается (под давлением 1-1,2 МПа) шестеренчатым насосом 20 в систему и регулируется предохранительным клапаном 19.
Для переключения скоростей и подач с помощью золотников 23 и 24 подводят масло в полость цилиндров 1-8, в результате чего перемещаются плунжеры П1-П8 с вилками В1-В8, сдвигающие блоки колес коробки скоростей. Вилка В1 сблокирована с вилкой В2, а вилка В5 - с вилкой В6.
Зажимные устройства 9 и 10 шпиндельной бабки, поперечных салазок и гильзы 11 шпинделя приводятся в действие переключением золотника 12.
Смазывание узлов станка производится также от гидросистемы (с понижением давления редукционным клапаном 13), излишки масла сливаются через клапан 14.
Контроль давления осуществляется реле давления 16 и 17 и манометрами 15 и 18.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1174; Нарушение авторских прав?; Мы поможем в написании вашей работы!