КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Шпоночно-фрезерные станки
|
|
|
|
 Шпоночно-фрезерные станки относятся к разряду специализированных станков и применяются в серийном производстве. Общий вид одношпиндельного шпоночно-фрезерного станка мод. 692 приведен на рис. 9.28, а его гидрокинематическая схема показана на рис. 9.29.
Шпоночно-фрезерные станки относятся к разряду специализированных станков и применяются в серийном производстве. Общий вид одношпиндельного шпоночно-фрезерного станка мод. 692 приведен на рис. 9.28, а его гидрокинематическая схема показана на рис. 9.29.
Рис. 9.28. Шпоночно-фрезерный станок мод. 692М:
1 - основание, 2 - колонка, 3 - консоль, 4 - салазки, 5 - стол, 6 - система охлаждения инструмента, 7 -головка, 8 - шпиндельная каретка, 9 - дроссель настройки скорости горизонтальной подачи, 10 - лимб настройки вертикальной подачи, 11 - лимб настройки глубины шпоночного паза, 12, 17, 18 и 19 - соответственно рукоятки перемещения гильзы шпинделя, стола, салазок и консоли, 13 - рукоятка управления гидросистемой, 14 - кнопочная станция, 15 - маховик установки длины фрезерования, 16 - винт отановки каретки
Шпиндель станка приводится во вращение от двухскоростного электродвигателя М (N= 1,6/1,1 кВт; п = 1440/950 об/мин) через ступенчато-шкивную клиноременную передачу. Шкивы 25 (на двигателе) и 23 (на шпинделе 32) имеют по три ручья 24 разного диаметра. Частота вращения шпинделя 375-3750 об/мин (число ступеней 12). Клиноременная передача 27 служит для привода гидронасоса 29.
Цепь подач возвратно-поступательного продольного движения каретки и периодической подачи шпинделя осуществляется гидравлическим приводом. Масло из бака 31 подается лопастным насосом 29 через пластинчатый фильтр 28 и электрозолотник 33 в гидросистему. Давление регулируется напорным золотником 30. Движение каретки производится от цилиндра 2 с дифференциальным поршнем 1 со скоростью, регулируемой дросселем 11. Реверсивный золотник 37, расположенный в корпусе 39, управляет возвратно-поступательным движением каретки. При нахождении золотника слева масло по трубопроводам 35, 36 и 40 через кольцевую выточку 44 поступает в обе полости дифференциального цилиндра и поршень движется влево. Когда реверсивный золотник смещается вправо, масло продолжает поступать в штоковую полость цилиндра, а из другой полости по трубопроводу 3 и выточке 45 - на слив, и цилиндр движется вправо.
|
|
|
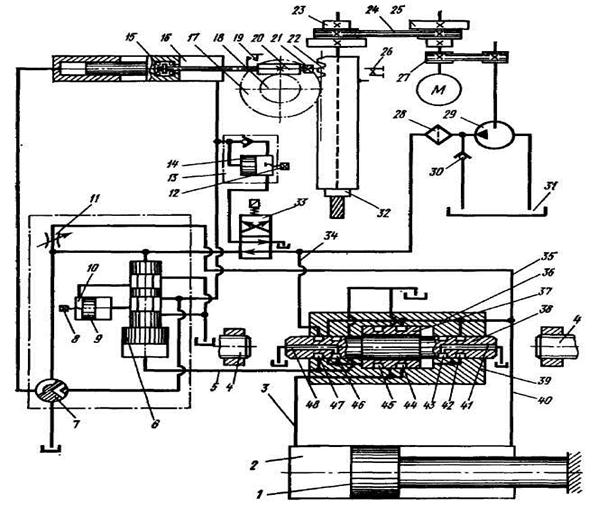
Рис. 9.29. Гидрокинематическая схема шпоночно-фрезерного станка мод. 692М
Вспомогательный золотник 38 управляет перемещением реверсивного золотника. При нахождении вспомогательного золотника слева масло по трубопроводу 36 и выточке 42 поступает в правую полость корпуса, а из левой полости поступает на слив по выточке 46 и каналу 48, поэтому реверсивный золотник смещается влево. При смещении вспомогательного золотника вправо масло по трубопроводу 36 и выточке 47 поступает в левую полость корпуса, а из правой сливается по выточке 43 и каналу 41, в результате реверсивный золотник перемещается вправо. Таким образом смещения вспомогательного и реверсивного золотников одинаковы.
В конце каждого хода каретки вспомогательный золотник перемещается упорами 4. Сначала он останавливается упорами, затем (так как каретка продолжает движение) перемещается относительно корпуса 39 в противоположную позицию, что вызывает перемещение реверсивного золотника и изменение направления движения каретки.
Вспомогательный золотник, переключаясь в конце каждого хода каретки, перемещает дозирующий золотник 6, который пропускает порции масла из цилиндра 16 к дозатору 10. В результате дискретно перемещаются поршень 15 с червяком 20 и гильза со шпинделем, сообщая периодическую вертикальную подачу вниз до тех пор, пока фреза не опустится на полную глубину шпоночного паза. Ход поршня 9 дозатора 10 регулируется винтом 8, определяя порцию масла, выпускаемого из цилиндра дозатора. Трубопроводы 5, 34 соединяют золотник 6 с золотником 38. Колеса 18 и 17, вращаясь, перемещают рейку 22.
|
|
|
Быстрый возврат шпинделя в верхнее исходное положение осуществляется поворотом рукоятки крана 7 влево, при этом поворотный кран соединит правую полость цилиндра 16 с нагнетательным трубопроводом, а левую - со сливом. Поворотом рукоятки 7 вправо изменяют направление потока масла в цилиндр 16 и получают быстрое перемещение шпинделя вниз.
Дозатор 13 обеспечивает (при включении станка) быстрый подвод фрезы к заготовке на определенную величину (электрозолотник 33 срабатывает и соединяет правую полость дозатора 13 со сливом, поэтому масло вытесняется из правой полости цилиндра 16 в левую полость дозатора и шпиндель быстро опускается). Величина перемещения определяется порцией масла, вытесняемой из правой полости цилиндра 16 в дозатор 13, регулируемой винтом 12, ограничивающим перемещение поршня 14.
При выключении электрозолотника 33 масло поступает в штоковую полость цилиндра 16, а из другой полости сливается, поэтому шпиндель быстро перемещается вверх. Ручное перемещение шпинделя по вертикали производится вращением червяка 20 за квадратную головку 21.
Работа станка в полуавтоматическом режиме осуществляется в такой последовательности: кнопкой «Пуск» включается электродвигатель шпинделя, насос и электрозолотник; шпиндель быстро перемещается вниз на величину, отрегулированную дозатором 13\ каретка совершает возвратно-поступательное перемещение и за каждый ее ход сообщается вертикальная подача шпинделя до тех пор, пока не замкнутся контакты 19 и не включат электромагнит золотника 33; масло поступает в правую полость цилиндра 16 и шпиндель быстро поднимается, размыкая контакты 26 и выключая электродвигатель станка. Для повторения цикла необходимо снова нажать кнопку «Пуск».
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 3878; Нарушение авторских прав?; Мы поможем в написании вашей работы!