КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Приработка и испытание агрегатов и машин
|
|
|
|
Завершающими операциями технологического процесса ремонта являются приработка и испытание агрегатов и машин.
Собранное после ремонта оборудование должно отвечать техническим требованиям. О качестве ремонта судят по данным фактических эксплуатационных характеристик машины (развиваемая мощность, частота вращения, производительность, грузоподъемность, давление и др.) и правильности взаимодействия отдельных узлов и агрегатов.
Совершенно обязателен окончательный контроль после сборки сборочной единицы, агрегата или машины в целом. После тщательного осмотра и проверки правильности сборки производится приработка (обкатка) машины.
Различают холодную и горячую приработку. При холодной приработке машины испытывают без нагрузки и приводят в действие от постороннего источника энергии. При горячей приработке машину полностью собирают и прирабатывают под нагрузкой. Нагрузку на машину можно создавать при помощи тормоза (механического, электрического, гидравлического) или других устройств. Например, двигатели внутреннего сгорания подвергают сначала холодной приработке, а затем горячей, редукторы - только холодной приработке.
Допускается проводить ускоренную обкатку, которую выполняют с использованием специальных приработочных присадок, которые добавляют к смазочному маслу. При ускоренной обкатке двигателей приработочные присадки могут добавляться либо к всасывающему в цилиндры воздуху, либо к топливу.
Продолжительность приработки различна в зависимости от типа и назначения оборудования. В начальный период приработки без нагрузки проверяют правильность балансировки вращающихся частей машины, пригонки подшипников и качество сборки.
|
|
|
Весь период приработки машины строго контролируется специальным персоналом с использованием необходимых контрольно-измерительных приборов; ведется наблюдение за температурой подшипников, наличием, характером и величиной вибраций, уровнем шума в процессе приработки, скоростью изнашивания.
Первоначальная шероховатость влияет на продолжительность приработки. Чем больше отличается шероховатость, полученная при механической обработке, от шероховатости, устанавливающейся после приработки, тем больше продолжительность испытаний. Плохо приработавшиеся детали быстро изнашиваются. Окончание приработки характеризуется стабилизацией интенсивности изнашивания. По окончании приработки машину вскрывают, производят осмотр сопряжений и устраняют неполадки. Затем машину вновь собирают и подвергают испытаниям согласно инструкции.
Обычно полностью собранную машину подвергают приемочным, контрольным и специальным испытаниям. Приемочные испытания устанавливают соответствие фактических эксплуатационных характеристик машины техническим условиям и проводятся на специальных стендах в условиях, максимально приближенных к эксплуатационным.
Порядок испытаний определяется техническими условиями. Обнаруженные в процессе приемочных испытаний неполадки устраняют, после чего машину вновь подвергают повторным (контрольным) испытаниям.
При внесении в машину каких-либо новых элементов (новый материал, изменение качества поверхности и др.) проводят специальные испытания. Результаты испытаний оформляются в виде акта, а данные испытаний отмечаются в паспорте отремонтированной машины. Поскольку качественные и всесторонние испытания отремонтированной машины могут быть произведены только на специальном стенде, следует стремиться к созданию подобных стендов на всех ремонтных предприятиях нефтегазовой отрасли.
|
|
|
На рис. 8.16 приведена схема стенда для обкатки и испытания турбобуров. В состав стенда входят металлическая вышка высотой 27 м, лебедка с приводом и станцией управления, ротор, буровой насос с приводом, скважина глубиной 15-20 м и металлическая емкость до 15 м3 с градуированной рейкой. Промывочная жидкость циркулирует по замкнутой системе, а фактическая производительность насоса определяется с помощью замерной рейки. Испытательный стенд оборудован контрольно-измерительными приборами и набором приспособлений для измерения высоты подъема вала верхней секции, приспособлением для запуска турбобура, приспособлением для измерения утечек через ниппель, моментомером для измерения тормозного момента, тахометром и регистрирующими манометрами.
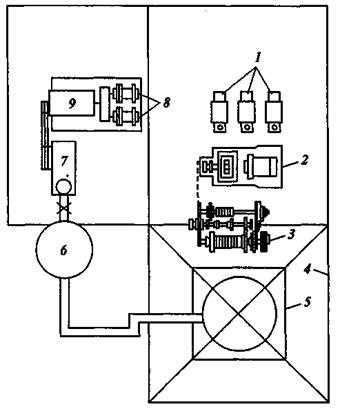
Рис. 8.16. Схема стенда для испытания турбобуров:
1 - станция управления; 2 - электродвигатель; 3 - лебедка; 4 - вышка; 5 - ротор; 6 - емкость с промывочной жидкостью; 7 - буровой насос; 8 - электродвигатель; 9 - агрегат форсированного бурения
Обкатку турбобура на стенде производят при таком же примерно расходе промывочной жидкости, как и в эксплуатационных условиях.
В процессе обкатки проверяют плавность запуска турбобура; перепады давления на турбобуре при запуске, холостом режиме и торможении; герметичность резьбовых соединений; расход жидкости через ниппель; наличие посторонних шумов; биение вала турбобура; температуру в опорах; величину осевого люфта.
У секционных турбобуров перед обкаткой проверяют правильность их регулировки.
На рис. 8.17 приведена схема стенда для обкатки вертлюгов.
Стенд состоит из мачты для подвешивания вертлюга, привода для вращения ствола вертлюга и домкратов с траверсой для создания нагрузки на вертлюг. Высота мачты от основания до верхней площадки 8 м. На верхней площадке смонтированы подшипники, в которых установлена верхняя траверса. На траверсу надевают строп испытываемого вертлюга.
В нижней части мачты приварены поперечины, в которых смонтированы два гидравлических домкрата. Плунжеры домкратов упираются в нижнюю подвижную траверсу, на переводник которой навинчивают рабочую трубу. В основании пола по оси мачты установлен домкрат для поддержания нижней траверсы.
|
|
|
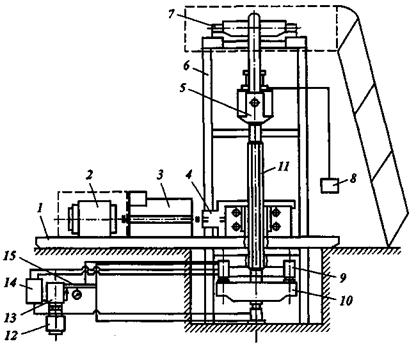
Рис. 8.17. Схема стенда для обкатки вертлюгов:
1 - рама; 2 - электродвигатель; 3 - коробка перемены передач; 4 - ротор; 5 -вертлюг; 6 - мачта; 7 - верхняя траверса; 8 - аппарат для регистрации температуры; 9 - домкрат; 10 - нижняя траверса; 11 - рабочая труба; 12 - электродвигатель насоса; 13 - насос; 14 - емкость для масла; 15 - нагнетательный коллектор
Приводная часть представляет полностью скомплектованный индивидуальный привод к ротору. Привод состоит из сварной рамы, на которой смонтированы два электродвигателя и четырехскоростная коробка передач.
Рабочая труба проходит через отверстие в столе ротора и в верхней части присоединяется к ниппелю ствола вертлюга.
К домкратам подведены трубопроводы гидравлической системы для подачи и отвода масла насосом.
Давление гидравлической системы контролируется манометрами. Уровни масла в коробке перемены передач и нижней траверсе определяются с помощью уровнемеров.
Стволу вертлюга вращение передается от электродвигателей через коробку перемены передач, ротор и рабочую трубу (квадрат). Нагрузку на вертлюг создают домкратами. Плунжеры домкратов, перемещаясь под действием нагнетаемого насосом масла, давят на нижнюю траверсу, усилие от которой передается через рабочую трубу на ствол вертлюга.
Перед установкой на стенд вертлюг должен быть полностью собран без грязевой трубы и манжет грязевого сальника. В корпус вертлюга должно быть залито масло в объеме, предусмотренном техническими условиями.
При обкатке вертлюгов нагрев масла допускается до 60°С. Температуру измеряют хромель-копелевыми термопарами, пропущенными внутрь корпуса вертлюга через заливочное отверстие, а регистрируют потенциометром.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2505; Нарушение авторских прав?; Мы поможем в написании вашей работы!