КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Базовые детали и направляющие
|
|
|
|
Базовые детали металлорежущих станков служат для создания требуемого пространственного размещения узлов, несущих инструмент и обрабатываемую деталь, и обеспечивают точность их взаимного расположения под нагрузкой. К базовым деталям относят станины, основания, колонны, стойки, поперечины, ползуны, траверсы, столы, каретки, суппорты, планшайбы, корпуса шпиндельных бабок и т.п.
Направляющие обеспечивают правильность траектории движения заготовки и инструмента. Они могут быть выполнены заодно с базовыми деталями или закрепляются на них с помощью винтов или клея.
Базовые детали и направляющие должны иметь:
- первоначальную точность изготовления всех ответственных поверхностей для обеспечения требуемой геометрической точности станка;
- высокую жесткость, определяемую контактными деформациями подвижных и неподвижных стыков, местными деформациями и деформациями самих базовых деталей;
- высокие демпфирующие свойства, т.е. способность гасить колебания между инструментом и заготовкой от действия различных источников вибраций;
- долговечность, которая выражается в стабильности формы базовых деталей и способности направляющих сохранять первоначальную точность в течение заданного срока эксплуатации.
Кроме того, базовые детали должны иметь малые температурные деформации, из-за которых могут произойти относительные смещения между инструментом и заготовкой, а направляющие должны обладать малой величиной и постоянством сил трения, так как от этого зависит точность позиционирования узлов станка.
Конструирование базовых деталей – это поиск компромиссного решения между противоречивыми требованиями: создание конструкций жестких, но имеющих малую массу; простых по конфигурации, но обеспечивающих высокую точность; дающих экономию металла, но учитывающих возможности литейной технологии при проектировании литых конструкций и возможности технологии сварных конструкций.
|
|
|
В качестве примера базовых деталей рассмотрим станины, которые в зависимости от расположения оси станка бывают горизонтальные и вертикальные (стойки).
Форма поперечного сечения горизонтальных станин (рис.2) определяется требованиями жесткости, расположением направляющих, условиями удаления стружки и охлаждающей жидкости, размещением в станинах различных механизмов, агрегатов и резервуаров для масла и охлаждающей жидкости.
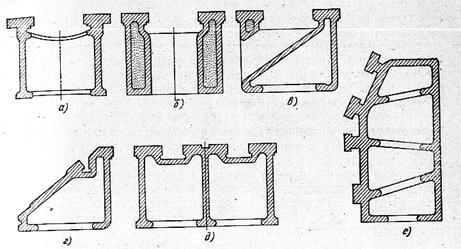
Рис.2. Типы сечений горизонтальных станин
Форма сечений вертикальных станин (стоек) (рис.3) зависит от действующих на них сил. Увеличения жесткости стоек добиваются с помощью поперечных и продольных ребер.
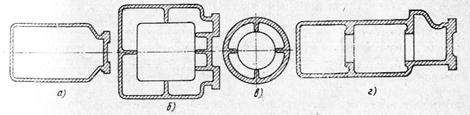
Рис.3. Типы сечений вертикальных станин (стоек)
Основными материалами базовых деталей, удовлетворяющими условиям стабильности, жесткости и виброустойчивости, являются чугун и низкоуглеродистая сталь. Чаще всего применяют чугун СЧ15. Он обладает хорошими литейными свойствами, мало коробится, но имеет сравнительно низкие механические свойства. При повышенных требованиях к износостойкости направляющих, выполненных как одно целое с базовой деталью, применяют чугун СЧ20. Углеродистую сталь применяют при изготовлении сварных базовых деталей простой формы. Сварными базовые детали делают при мелкосерийном и единичном характере производства. По сравнению с литыми, сварные конструкции значительно легче при той же жесткости, поскольку модуль упругости стали в 2-2,4 раза выше модуля упругости чугуна. Однако по виброустойчивости они уступают чугунным конструкциям.
Направляющие станков. В металлорежущих станках применяют направляющие скольжения, качения и комбинированные. Направляющие скольжения могут быть с полужидкостной, жидкостной и газовой смазкой.
|
|
|
В зависимости от траектории движения подвижного узла направляющие могут быть прямолинейного и кругового движения. Их делят также на горизонтальные, вертикальные и наклонные.
По форме поперечного сечения наиболее распространены прямоугольные (плоские), треугольные (призматические), трапециевидные (типа ласточкина хвоста) и круглые направляющие (рис.4). Каждую из форм можно применять в виде охватывающих и охватываемых направляющих. Охватываемые направляющие плохо удерживают смазочный материал, а охватывающие удерживают его хорошо, но нуждаются в надежной защите от загрязнений.
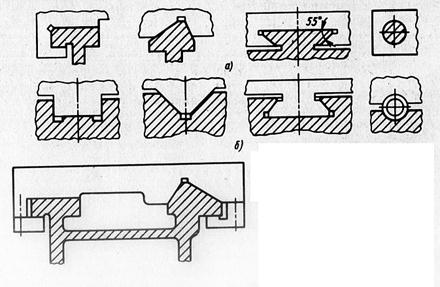
Рис.4. Основные типы профилей направляющих скольжения
Достоинства направляющих с полужидкостной смазкой – высокая контактная жесткость и хорошие демпфирующие свойства. Кроме того, они обеспечивают надежную фиксацию подвижного узла станка после его перемещения в заданную позицию.
Жидкостную смазку между направляющими можно обеспечить либо за счет гидродинамического эффекта, либо подачей смазочного материала между трущимися поверхностями под давлением. Достоинство жидкостной смазки в том, что отсутствует изнашивание направляющих, обеспечиваются высокие демпфирующие свойства и плавность движения.
Гидродинамические направляющие отличаются простотой конструкции, хорошо работают лишь при достаточно больших скоростях скольжения, которым соответствуют скорости главного движения (в продольно-строгальных, карусельных станках). Гидродинамический эффект, т.е. эффект всплывания подвижного узла, создается пологими клиновыми скосами между смазочными канавками, выполненными на рабочей поверхности направляющих (рис.5). В образованные таким образом сужающиеся зазоры при движении затягивается смазочный материал, и обеспечивается разделение трущихся поверхностей слоем жидкости. Серьезным недостатком гидродинамических направляющих является нарушение жидкостной смазки в периоды разгона и торможения подвижного узла.
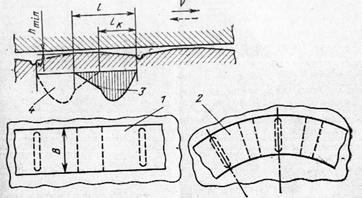
Рис.5. Гидродинамические направляющие:
1 – прямолинейного движения; 2 – кругового движения;
|
|
|
3, 4 – соответственно эпюры давлений при прямом и обратном ходе
Гидростатические направляющие более широко распространены в металлорежущих станках. Они обеспечивают жидкостную смазку при любых скоростях скольжения, а значит, и равномерность, и высокую чувствительность точных исполнительных движений. Недостатком гидростатических направляющих является сложность системы смазывания и необходимость специальных устройств для фиксации перемещаемого узла в заданной позиции.
Гидростатические направляющие (рис.6) имеют карманы, в которые под давлением подается масло. Вытекая наружу через зазор h, оно создает масляную подушку по всей площади контакта.
По характеру восприятия нагрузки гидростатические направляющие делятся на открытые и замкнутые. Открытые направляющие предназначены для восприятия прижимающих нагрузок, а замкнутые (закрытые) могут воспринимать, кроме того, и значительные опрокидывающие моменты. Гидростатические направляющие различаются также системой регулирования толщины масляного слоя. Наиболее просты и надежны системы с дросселями перед каждым карманом (рис.5- б, г). Наилучшими с точки зрения жесткости и постоянства толщины масляного слоя являются гидростатические направляющие с системой автоматического регулирования. Основу таких систем составляют дроссели, сопротивление которых автоматически изменяется либо в зависимости от толщины масляного слоя, либо от давления в масляном кармане.
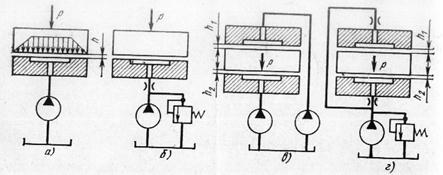
Рис. 6. Схемы гидростатических направляющих:
а, б – открытых; в, г – замкнутых
Разделения трущихся поверхностей в аэростатических направляющих добиваются подачей в карманы воздуха под давлением. В результате между сопряженными поверхностями направляющих образуется воздушная подушка. По конструкции аэростатические направляющие напоминают гидростатические. Рабочую поверхность делят на несколько секций, в которых располагаются карманы. Подвод и распределение воздуха к каждой секции независимые. Для устранения опасности потери устойчивости и возбуждения интенсивных колебаний по принципу пневмомолотка карманы и распределительные канавки делают треугольного профиля и небольшими по объему (рис.7).
|
|
|
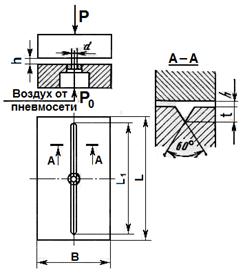
Рис. 7. Аэростатическая опора
Недостатки аэростатических опор и направляющих, по сравнению с гидростатическими, заключаются в малой нагрузочной способности, невысоком демпфировании колебаний, так как вязкость воздуха на четыре порядка меньше вязкости масла, низкими динамическими характеристиками, склонностью к отказам из-за засорения магистралей и рабочего зазора. Динамические характеристики можно улучшить, применяя аэростатические направляющие закрытого типа, а поднять нагрузочную способность за счет автономной системы питания от отдельного компрессора.
Преимущества аэростатических направляющих состоят в том, что они при движении обеспечивают низкий коэффициент трения, а при отключении подачи воздуха очень быстро создается контакт поверхностей с большим трением, обеспечивающим достаточную жесткость фиксации узла станка в заданной позиции. Отпадает необходимость в фиксирующих устройствах, в которых нуждаются гидростатические направляющие. Все это определяет целесообразную область применения аэростатических направляющих. Их используют в прецизионных станках, в которых малы силы резания и необходимо точное позиционирование.
Направляющие качения имеют хорошие характеристики трения, равномерность и плавность движения при малых скоростях, точность установочных перемещений и длительно сохраняют точность; в них малое тепловыделение, их просто смазывать. Недостатками направляющих качения по сравнению с направляющими скольжения являются высокая стоимость, трудоемкость изготовления, пониженное демпфирование, повышенная чувствительность к загрязнениям.
Трение качения в направляющих может создаваться при свободном прокатывании шариков или роликов между движущимися поверхностями, либо применением тел качения с фиксированными осями (рис.8).
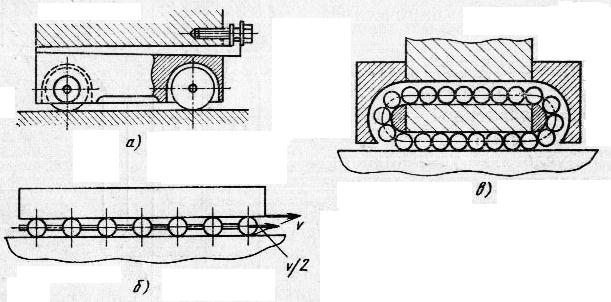
Рис. 8. Основные схемы направляющих качения:
а – на роликах с закрепленными осями; б – с потоком тел качения;
в – с возвратом тел качения
Широкое распространение нашли роликовые опоры Р88 (рис.9), размеры которой определены стандартом станкостроения. Эти опоры бывают нормальной Р88, узкой Р88У и широкой Р88Ш серий.
Роликовая опора состоит из направляющей 1, вокруг которой обкатываются ролики 2. Выпаданию и боковым смещениям роликов препятствуют обоймы 3, шпонки и пружины. К монтажной поверхности подвижных узлов станка опоры крепят винтами и штифтуют.
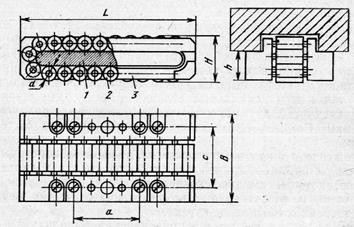
Рис. 9. Роликовая опора с циркуляцией тел качения:
1 – направляющая; 2 – ролики; 3 – обойма
ПРИВОД МЕТАЛЛОРЕЖУЩЕГО СТАНКА
Приводы металлорежущих станков предназначены для осуществления рабочих, вспомогательных и установочных перемещений инструментов и заготовки. Их делят на приводы главного движения – скорости резания и приводы подач – координатных перемещений и вспомогательных перемещений.
В станках с числовым программным управлением каждое движение осуществляется от своего отдельного источника – электрического или гидравлического двигателей различных типов. Независимые системы электро- и гидроприводов позволяют решить многие задачи, связанные с регулированием и изменением скорости и направления движения, которые раньше решали лишь с помощью механических устройств. В итоге существенно упрощается механическая часть привода, укорачиваются кинематические цепи, что способствует повышению жесткости привода и точности перемещения, упрощается автоматическое дистанционное управление приводом, расширяются возможности унификации приводов и выполнения их в виде отдельных агрегатов (модулей). Общий вид токарного станка с унифицированными приводами представлен на рис.10.
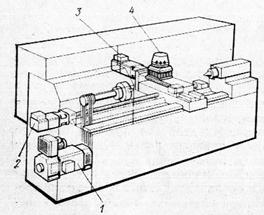
Рис. 10. Унифицированные приводы токарного станка:
1 – главный привод; 2 – привод продольной подачи; 3 – привод поперечной подачи;
4 – привод поворотного резцедержателя
Привод главного движения характеризуется техническими характеристиками - диапазоном регулирования Rn и мощностью Р, передаваемой приводом. Эти технические характеристики зависят от служебного назначения станка, их определяют на основе анализа технологических процессов обработки различных деталей и соответствующей номенклатуры режущего инструмента, оговоренных техническим заданием на проектирование.
При этом
Rn = nmax/nmin,
где максимальная nmax и минимальная nmin частоты вращения шпинделя связаны со скоростью резания v (м/мин) и диаметром обрабатываемой детали d (мм) формулой
nш = 1000 v/п d
Для современных универсальных станков диапазоны регулирования главного движения находятся в пределах 10 - 200.
Регулирование скоростей и подач может быть ступенчатым или бесступенчатым. Бесступенчатое регулирование – это регулирование, когда в данном диапазоне можно установить любую скорость или подачу. Применение гидравлических методов бесступенчатого регулирования, как правило, более целесообразно для поступательного привода. Механические вариаторы скоростей обычно сложны и не всегда обеспечивают передачу требуемой мощности и высокий КПД.
В станкостроении все шире применяют регулируемые электродвигатели постоянного тока с большим диапазоном регулирования. Однако существующие способы бесступенчатого регулирования отличаются повышенной стоимостью. Поэтому в настоящее время в станках общего назначения и без числового управления пока еще широко применяют приводы со ступенчатым регулированием с асинхронными нерегулируемыми электродвигателями с одной или несколькими (двумя или тремя) скоростями. Основные их достоинства – небольшая стоимость, высокий КПД, компактность, жесткость характеристики, возможность получения постоянства мощности на всем диапазоне регулирования. При этом промежуточные значения частот вращения выбирают, как правило, по закону геометрической прогрессии.
n1 = nmin,
n2 = n1j,
n3 = n2j = n1j2,
.............
nk = nk-1j = n1jk-1,
.............
nz = n1jz-1 = nmax,
где z – число ступеней скорости, а j = const – знаменатель ряда частот вращения.
В станкостроении приняты стандартные значения знаменателя ряда: 1,06; 1,12; 1,26;!,41;!,58; 1,78; 2,0.
Основные достоинства приводов с бесступенчатым регулированием – повышение производительности обработки за счет точной настройки оптимальной по режимам резания скорости, возможность плавного изменения скорости во время работы, простота автоматизации процесса переключения скоростей.
Для бесступенчатого регулирования скорости в основном применяют двигатели постоянного тока с тиристорной системой управления. Эти двигатели используют в станках с числовым управлением, большинство многооперационных станков оснащают такими двигателями.
В этих двигателях диапазон регулирования скорости с постоянной мощностью пока лежит в пределах Rб = (Rд)р = 2,5-6 (иногда до 8-10), что не перекрывает всего требуемого диапазона регулирования на шпинделе с постоянной мощностью Rр (см. рис.11). Частоты вращения при постоянном моменте (Rд)м регулируют в очень широком диапазоне.
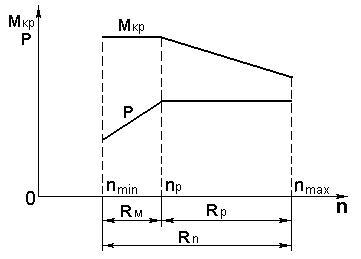
Рис.11. Изменение мощности Р и крутящего момента Мкр при различных частотах вращения шпинделя
Так как диапазон бесступенчатого регулирования (Rд)р регулируемых двигателей значительно меньше требуемого диапазона регулирования частот вращения шпинделя Rn или Rр при системах комбинированного регулирования, между устройством для бесступенчатого регулирования и шпинделем вводят обычно ступенчатую коробку.
При этом должно выполняться условие
Rn = Rб Rк,
где Rк – диапазон регулирования коробки скоростей.
Кинематический расчет привода со ступенчатым и бесступенчатым регулированием скорости приведен в методических указаниях по самостоятельной работе.
ШПИНДЕЛЬНЫЕ УЗЛЫ СТАНКОВ
Шпиндель, являющийся конечным звеном привода главного движения и предназначенный для крепления инструмента (сверлильные, фрезерные станки) или заготовки (токарные станки), оказывает существенное влияние на точность, производительность и надежность всего станка. Шпиндельные узлы станков в соответствии с предъявляемыми к ним требованиями должны обеспечить следующее:
1. Передачу на заготовку или инструмент расчетных режимов для заданных технологических операций.
2. Точность вращения, оцениваемую радиальным и осевым биением переднего конца шпинделя. Точность вращения зависит от требуемой точности обработки:
∆ ≤ ∆д/3,
где ∆ - биение шпинделя; ∆д – допуск на лимитирующий размер готового изделия.
3. Жесткость (радиальная и осевая), определяемая по деформации шпинделя, находящегося под нагрузкой; при этом жесткость на переднем конце шпинделя, Н/мкм,
j = F/y,
где F – сила, приложенная на переднем конце шпинделя, Н; y – прогиб переднего конца шпинделя, мкм.
4. Высокие динамические качества (виброустойчивость), которые определяются амплитудой колебаний переднего конца шпинделя и частотой собственных колебаний. Вибрации, возникающие в шпиндельном узле, отрицательно сказываются на точности и чистоте обработки, стойкости инструмента и производительности станка. Желательно, чтобы собственная частота шпинделя была не ниже 500-600 Гц.
5. Минимальные тепловыделения и температурные деформации шпиндельного узла, так как они влияют как на точность обработки, так и на работоспособность опор. Тепловыделения регламентируются допустимым нагревом подшипников.
| Класс точности станка | Н | П | В | А | С |
| Допустимая температура наружного кольца, оС | 50-55 | 40-45 | 35-40 | 28-30 |
6. Долговечность шпиндельных узлов, которая зависит от долговечности опор шпинделя, которая в свою очередь во многом зависит от эффективности системы смазывания, уплотнений, частоты вращения, величины предварительного натяга в подшипниках качения. Долговечность подшипников качения обычно составляет
(12-20)∙103 ч. При применении бесконтактных опор (гидростатических, гидродинамических и аэростатических) долговечность теоретически считают неограниченной.
7. Быстрое и точное закрепление инструмента или обрабатываемой детали в шпинделе станка; в современных станках требуется автоматизация этой операции.
8. Минимальные затраты на изготовление, сборку и эксплуатацию шпиндельного узла.
Конструкция шпиндельного узла зависит от типа и размера станка, класса его точности, предельных параметров процесса обработки (максимальной частоты вращения, эффективной мощности привода).
ШПИНДЕЛЬНЫЕ ОПОРЫ КАЧЕНИЯ
В шпиндельных узлах станков для обеспечения высокой грузоподъемности, точности вращения, повышенной жесткости и минимальных тепловыделений, как правило, применяют подшипники качения специальных конструкций.
Для восприятия радиальных нагрузок широко применяют двухрядные подшипники 3182100 с цилиндрическими роликами (рис. 12, а). Два ряда точных роликов, расположенных в шахматном порядке, обеспечивают грузоподъемность и жесткость подшипника при высокой точности вращения.
Для восприятия осевых сил применяют радиально-упорные подшипники в обычном исполнении 36000, 46000, но чаще всего используют радиально-упорные шарикоподшипники типа 178600 с углом контакта 60о (рис. 12, б), имеющие быстроходность в 2-2,5 раза выше, чем у упорных шарикоподшипников. В последнее время применяют роликоподшипники конические однорядные (тип 67000) и двухрядные (тип 697000) с упорным буртом на наружном кольце, предназначенные для восприятия радиальной и осевой нагрузки, и однорядные со встроенными в широкое наружное кольцо пружинами (тип 17000), служащие для восприятия радиальных нагрузок в задних опорах.
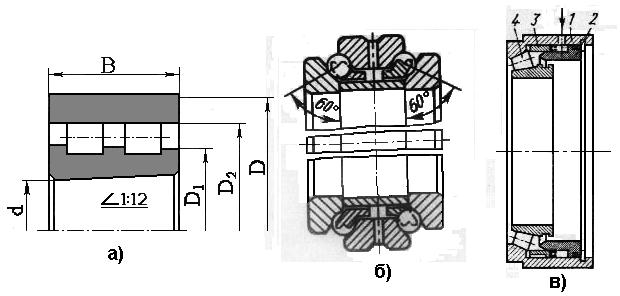
Рис. 12. Подшипники качения для шпинделей:
а – радиальный подшипник типа 3182100;
б – радиально-упорный подшипник типа 178600
в – роликоподшипник с регулируемой величиной натяга
Для повышения жесткости подшипников, а также устранения зазоров (что повышает точность вращения) в них создают предварительный натяг, т.е. прикладывают постоянную предварительную нагрузку. В радиальных шарикоподшипниках для создания предварительных натягов смещают наружные кольца относительно внутренних в осевом направлении, для чего либо сошлифовывают торцы колец, либо применяют втулки различной длины между наружными и внутренними кольцами, либо устанавливают распорные пружины.
В роликовом подшипнике (тип 3182100) предварительный натяг создают осевым смещением внутреннего кольца подшипника на конической шейке шпинделя, что вызывает радиальные деформации кольца. В шариковых радиально-упорных и конических роликовых подшипниках (тип 697000) натяг создается при сборке за счет осевого взаимного сближения рядов тел качения, что обеспечивается размерами сопряженных деталей. В конических роликовых подшипниках (тип 17000) натяг создается постоянным осевым смещением наружного кольца относительно внутреннего с помощью встроенных в него пружин. От тщательности и точности регулирования предварительного натяга во многом зависит работоспособность шпиндельного узла. При увеличении предварительного натяга резко возрастает тепловыделение в подшипниках.
Теплота, выделяемая в подшипнике, ведет к нагреву стенок корпуса и самого шпинделя и, как следствие, к температурным деформациям. Неравномерность нагрева наружного и внутреннего кольца подшипника существенно изменяет первоначально установленную величину натяга. Поэтому окончательное регулирование шпиндельных подшипников целесообразно проводить при достижении в узле установившегося значения температуры. В последнее время применяют специальные конструкции шпиндельных подшипников с регулированием натяга или поддержанием его на заданном уровне.
На рис.12, в изображен подшипник, в котором предусмотрено промежуточное кольцо 2, образующее вместе с наружным кольцом 1 подшипника небольшой гидроцилиндр. Поршень-кольцо 3, смещаясь под давлением масла, создает осевую силу предварительного натяга, воздействуя на торцы роликов 4. Давление масла автоматически изменяется при изменении температуры или нагрузки в узле, что обеспечивает независимость натяга подшипника от внешних воздействий.
ОПОРЫ СКОЛЬЖЕНИЯ ДЛЯ ШПИНДЕЛЕЙ
Опоры скольжения применяют в шпиндельных узлах тех станков, где подшипники качения не могут обеспечить требуемой точности и долговечности работы. В качестве таких опор используют в зависимости от свойств гидродинамические и гидростатические подшипники, а также подшипники с газовой смазкой.
Гидродинамические подшипники применяют в станках с высокими постоянными или мало изменяющимися скоростями вращения шпинделей при незначительных нагрузках (станки шлифовальной группы).
В станкостроении используют многоклиновые гидродинамические подшипники (рис.13), в которых создается несколько клиновых зазоров, куда вращающимся валом увлекается масло, и результирующая гидродинамических сил позволяет воспринимать внешнюю нагрузку, действующую в любом направлении. Клиновые зазоры создаются обычно с помощью башмаков, самоустанавливающихся в зависимости от нагрузки и положения шпинделя. Самоустановка башмаков осуществляется либо их поворотом на сферических опорах (подшипник ЛОН-34 конструкции ЭНИМС, рис.13, а), либо поворотом относительно специально выполненной втулки (подшипник ЛОН-88, рис.13,б).
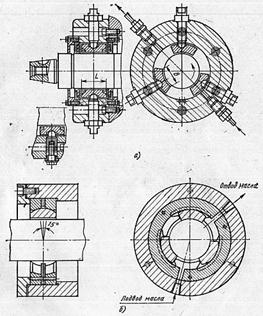
Рис. 13. Гидродинамические подшипники с самоустановкой башмаков:
а – поворотом на сферических опорах; б – поворотом относительно втулки
Существенным недостатком гидродинамических опор является изменение положения оси шпинделя при изменении частоты его вращения.
Гидростатические опоры обеспечивают высокую точность вращения, обладают высокой демпфирующей способностью, что значительно повышает виброустойчивость шпиндельного узла, имеют практически неограниченную долговечность, высокую нагрузочную способность при любой частоте вращения шпинделя.
Принцип действия гидростатического подшипника основан на том, что при прокачивании масла под давлением от внешнего источника через зазоры (щели) между сопряженными поверхностями в зазоре образуется несущий масляный слой, исключающий непосредственный контакт поверхностей даже при невращающемся шпинделе (рис.14). В радиальных подшипниках равномерно по окружности делают полости-карманы, куда через дроссели подается под давлением масло от источника питания (насоса). При приложении внешней нагрузки вал занимает эксцентричное положение, зазоры h в подшипнике перераспределяются, что приводит к увеличению давления р масла в одних карманах и уменьшению в противоположных. Уравнивания давлений в карманах не происходит вследствие наличия дросселей на входе в каждый карман. Разность давлений создает результирующую силу F c, воспринимающую внешнюю нагрузку.
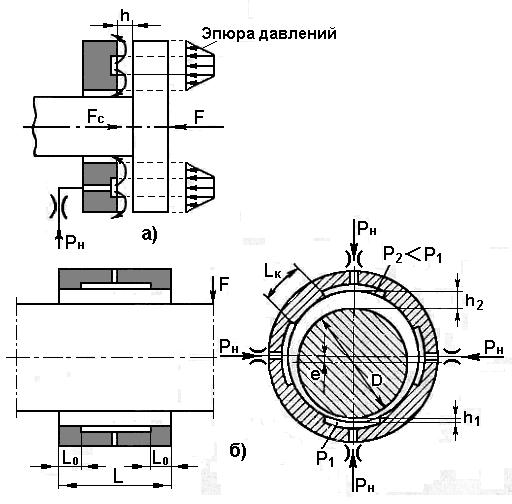
Рис. 14. Гидростатические осевые (а) и радиальные (б) опоры
Применение гидростатических опор требует сложной системы питания и сбора масла, что является их недостатком.
Принципиальная схема питания гидростатических опор приведена на рис. 15.
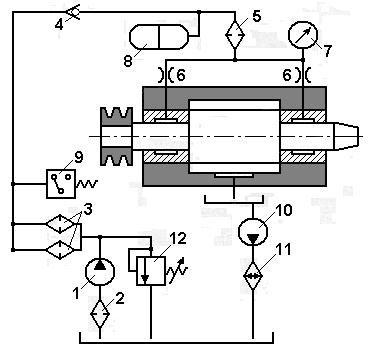
Рис. 15. Схема питания гидростатических опор шпинделя:
1 – насос питания; 2 – фильтр грубой очистки; 3 – фильтр тонкой очистки;
4 –обратный клапан; 5 – фильтр особо тонкой очистки; 6 – дроссели; 7 – манометр;
8 – гидроаккумулятор; 9 – реле давления; 10 – насос откачки; 11 – теплообменник;
12 – перепускной клапан
Когда требуется высокая точность станка, к системе питания подключают холодильную установку для стабилизации температуры. Для обеспечения нормальной работы гидростатических опор требуется тщательная фильтрация масла. Максимальный размер частиц, попадающих в зазор, не должен превышать половины минимальной величины зазора (5-10 мкм).
Аэростатические опоры шпинделей по принципу действия подобные аналогичным гидростатическим, только несущий слой в них создается путем подвода в зазоры между сопряженными поверхностями не жидкости, а сжатого воздуха под давлением, не превышающим 0,3-0,4 МПа. Вследствие этого нагрузочная способность их невелика, однако малая вязкость воздуха позволяет существенно снизить потери на трение, что предопределило применение аэростатических подшипников в небольших прецизионных станках при больших окружных скоростях вращения шпинделя.
Привод подач. Преобразование электрических сигналов в перемещения рабочих органов станка (стола, салазок, суппорта, шпиндельной бабки) осуществляется приводами подач, состоящими из приводного двигателя, передаточных механизмов, и системы обратной связи с ДОС (в замкнутых системах ЧПУ).
Привод подачи является одним из основных элементов станка с ЧПУ, определяющим его производительность, точность, надежность работы, стоимость. Основными характеристиками привода подачи являются мощность, скорость, быстродействие, точность и диапазон регулирования. Важное значение имеют также КПД, стоимость и габаритные размеры приводного двигателя.
В качестве приводных двигателей в станках с ЧПУ применяются шаговые электродвигатели (ШД), электродвигатели постоянного тока и гидроприводы (гидроцилиндр с поршнем и гидродвигатели вращения).
В связи с разработкой новых высокомоментных низкооборотных быстродействующих электродвигателей постоянного тока в приводах подач большинства станков с ЧПУ применяют электродвигатели постоянного тока.
Высокомоментный электродвигатель устойчиво работает при частотах вращения до 0,1 мин-1, что позволяет его установить непосредственно на ходовом винте. Это упрощает конструкцию привода подачи, уменьшает его статические и динамические погрешности за счет исключения передаточных механизмов.
Передаточные механизмы привода подачи. Онимогут состоять из зубчатой передачи (или редуктора) и передачи винт-гайка качения, которая преобразует вращательное движение электродвигателя в поступательное перемещение рабочего органа станка. К этим механизмам предъявляются требования высокой точности, обусловленной отсутствием зазоров, высокой жесткостью и малыми потерями на трение.
Применение в приводах подач высокомоментных низкооборотных быстродействующих электродвигателей постоянного тока, устанавливаемых непосредственно на ходовом винте, позволяет значительно упростить и сократить длину кинематической цепи привода подачи, увеличить его крутильную жесткость и уменьшить число зазоров, влияющих на точность передачи движения.
Когда приводной двигатель не может быть установлен на ходовом винте, вращение на последний передается обычно через беззазорные зубчатые передачи и редуктора.
В единичной беззазорной зубчатой передаче одно зубчатое колесо делается разрезным. Устранение зазоров производится за счет взаимного разворота этих половинок с последующим жестким закреплением половинок болтами.
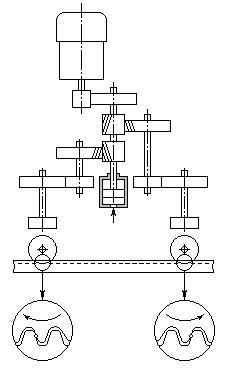 |
Принцип построения беззазорных редукторов заключается в том, что редуктор составляют из двух кинематических идентичных цепей, образующих замкнутый кинематический контур (рис. 16). Устранение зазоров и создание предварительного натяга в редукторе достигаются взаимным разворотом его кинематических цепей, чаще всего за счет осевого смещения вала с косозубыми зубчатыми колесами.
Рис. 16. Беззазорный зубчатый редуктор
Передача винт-гайка качения является основным видом тягового устройства для станков с числовым управлением. Этот механизм широко применяется в приводе подач обычных станков, не оснащенных системами числового управления, таких, как фрезерные, токарные, расточные, сверлильные, шлифовальные, зубообрабатывающие, резьбообрабатывающие, агрегатные станки автоматических линий, копировальные и т.д. Причиной этого является высокая жесткость и беззазорность соединения винт-гайка, снижающие вибрации, существенно уменьшающие изнашивание и поломки режущего инструмента, повышающие чистоту и точность обработки.
Основными преимуществами механизмов винт-гайка качения являются:
- возможность передачи больших усилий;
- низкие потери на трение; КПД этих механизмов составляет 0,9-0,95 по сравнению с 0,2-0,4 для передач винт-гайка скольжения;
- малый крутящий момент на ходовом винте вследствие высокого КПД;
- возможность полного устранения зазора в механизме и создания натяга, обеспечивающего высокую жесткость;
- почти полная независимость силы трения от скорости и весьма малое трение покоя, что способствует обеспечению равномерности движения;
- высокая точность за счет создания предварительного натяга;
- малая изнашиваемость, а следовательно, длительное сохранение точности;
- малое тепловыделение, снижающее температурные деформации винта и повышающее точность обработки;
- высокая чувствительность к микроперемещениям.
К недостаткам передач винт-гайка качения следует отнести отсутствие самоторможения, высокую трудоемкость и стоимость изготовления, несколько пониженное демпфирование, а также необходимость надежной защиты от стружки и пыли.
Шариковая винтовая передача (ШВП) состоит из винта 1 (см. рис.17), гайки 2, комплекта шариков 3, расположенных в винтовых канавках винта и гайки, канала 4 для возврата шариков. Канал возврата, соединяющий первый и последний (или промежуточный) витки гайки, обеспечивает возможность непрерывной циркуляции тел качения.
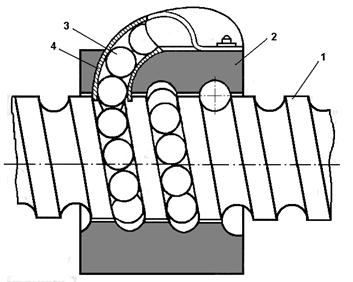
Рис. 17. Передача винт-гайка качения:
1 – винт; 2 – гайка; 3 – шарики; 4 – канал возврата
Получили распространение следующие профили резьбы винта и гайки: полукруглый (рис.18, а), арочный с двухточечным контактом (рис.18, б), арочный с четырехточечным контактом (рис.18, в).
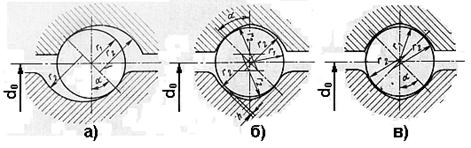
Рис. 18. Профили резьбы винта и гайки шариковых винтовых пар
Широкое распространение в станкостроении получили профили с двухточечным контактом. Применение таких профилей обеспечивает наименьшее изнашивание передачи, хотя конструкция гайки для создания натяга в этом случае должна быть выполнена из двух частей. Четырехточечный контакт позволяет осуществить передачу без зазора или с натягом путем подбора шариков по диаметру.
Конструктивные исполнения устройств возврата шариков могут быть сведены к двум основным группам.
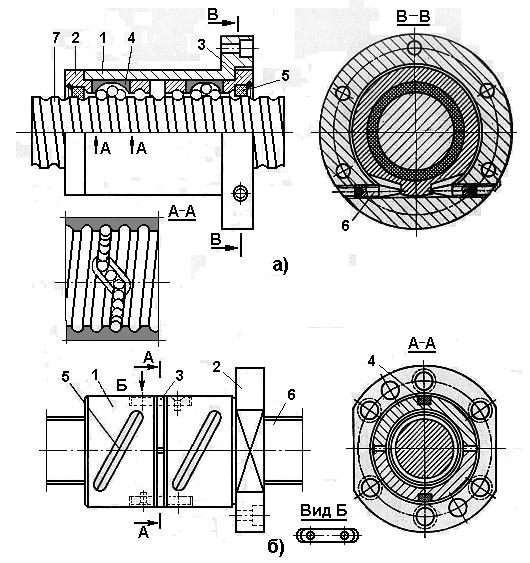
Рис. 19. Устройство возврата шариков:
а – первой группы: 1 – корпус; 2, 3 – полугайки; 4 – вкладыш; 5 – уплотнение;
6 – винт для регулирования натяга; 7 – ходовой винт;
б – второй группы: 1, 2 – полугайки; 3 – прокладка; 4 – шпонка; 5 – канал возврата;
6 – ходовой винт
К первой группе относятся механизмы, в которых шарики при возврате не теряют контакта с поверхностью винта, переваливаясь через выступ резьбы винта они из впадины одного витка попадают во впадину соседнего (рис.19, а); канал возврата шариков, соединяющий два соседних витка резьбы, выполняют в специальном вкладыше, который вставляется в окно гайки; в большинстве случаев в гайке делают три, четыре и шесть окон, расположенных соответственно под углом 120, 90, 60о; вкладыши и окна могут иметь различную форму (продолговатую, круглую и т.д.).
Ко второй группе относятся механизмы, в которых шарики при возврате выводятся отражателями из контактирования с поверхностью винта и направляются по каналу возврата, расположенному в теле гайки; в качестве каналов возврата используют изогнутые трубки, профрезерованные снаружи или с торцов гайки пазы, просверленные осевые отверстия и т.д.
При двухточечном контакте тел качения все способы устранения зазора и создания натяга сводятся к изменению взаимного расположения двух гаек. Возможны два основных случая регулирования натяга: регулируется относительное осевое расположение гаек при неизменном угловом (рис.19, б); регулируется угловое взаимное расположение гаек при неизменном осевом (рис.19, а).
В приведенной на рис.19, б конструкции натяг регулируют за счет изменения толщины прокладки, расположенной между двумя полугайками. Неизменное угловое положение гаек фиксируется двумя шпонками. В конструкции, показанной на рис.19, а, предусмотрен поворот одной из гаек на небольшой угол винтами, расположенными во фланце корпуса.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 7081; Нарушение авторских прав?; Мы поможем в написании вашей работы!