КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сущность прессования. Основные способы прессования. Характеристики деформации при прессовании
|
|
|
|
Глава 3 Прессовое производство
Контрольные вопросы
1. Чем отличаются заводы с полным металлургическим циклом от пере-дельных?
2. Что такое профильный и марочный сортамент прокатной продукции?
3. Перечислите основные способы прокатки.
4. Что такое опережение и отставание при продольной прокатке?
5. Каковы основные деформационные и энергосиловые параметры процес-са продольной прокатки.
6. По каким признакам классифицируют прокатные станы?
7. Какое расположение клетей в прокатных станах является наиболее со-вершенным?
8. Какой вид проката производится с применением универсальных клетей?
9. Какие технологические схемы производства проката используются на металлургических комбинатах?
10. В чем заключается подготовка исходного металла к прокатке?
11. Какова основная цель нагрева металла перед прокаткой?
12. Какими нежелательными явлениями сопровождается нагрев металла?
13. Перечислите основные способы охлаждения проката.
14. Какое оборудование применяется для порезки проката на мерные длины?
15. Назовите отделочные операции, применяемые в прокатных цехах.
16. Какое оборудование применяют для правки проката?
При прессовании металл, заключенный в приемнике-контейнере, выдав-ливается через отверстие в матрице и получает форму поперечного сечения, соответствующего форме отверстия матрицы.
Прессование иногда называют выдавливанием, экструдированием. Прес-сование применяют для производства сплошных и полых профилей, в част-ности труб постоянного и переменного по длине сечения. Прессованные по-луфабрикаты близки к профилям, получаемым прокаткой.
Прессование применяют также для изготовления поковок, имеющих форму стержня постоянного или переменного сечения с утолщением на конце (например, клапан двигателя внутреннего сгорания). Прессованием получают стержневые элементы таких поковок.
|
|
|
Различают два основных вида прессования: с прямым и обратным исте-чением металла.
При прессовании с прямым истечением (рисунок 29) металл выдавли-вается из контейнера так, что пресс-шайба пуансоном перемещается относи-тельно стенок контейнера при отсутствии перемещения матрицы относитель-но стенок. При этом перемещаться в пространстве может как контейнер, так и пуансон. При прессовании с прямым истечением заготовка перемещается от-носительно стенок контейнера и на контактной поверхности появляются силы трения, затрудняющие ее перемещение.
 |
1 – металл; 2 – контейнер; 3 – пресс-шайба; 4 - пуансон
Рисунок 29 – Схема прессования с прямым истечением металла
Разновидностью прессования с прямым истечением является прессование с боковым истечением (рисунок 30).
 |
Рисунок 30 – Схема прессования с боковым истечением
 Процесс гидропрессования является также разновидностью прессова-ния с прямым истечением и заключается в том, что металл из контейнера выдавливается через отверстие матрицы не действием пуансона, как в обычном процессе, а действием жидкости, подаваемой в контейнер под высоким давлением (рисунок 31). Металл в этом процессе изолируется от инструмента жидкостью, движущейся в направлении истечения с большей скоростью, чем металл. Вследствие этого трение металла об инструмент за-меняется трением о жидкость. При этом силы трения направлены в сторону истечения и тем самым снижают потребное усилие. При большой вязкости жидкости дополнительные напряжения растяжения, вызываемые силами тре-ния, могут превысить основные сжимающие напряжения, что приводит к разрушению прутка. Область применения гидропрессования ограничивается температурными условиями.
Процесс гидропрессования является также разновидностью прессова-ния с прямым истечением и заключается в том, что металл из контейнера выдавливается через отверстие матрицы не действием пуансона, как в обычном процессе, а действием жидкости, подаваемой в контейнер под высоким давлением (рисунок 31). Металл в этом процессе изолируется от инструмента жидкостью, движущейся в направлении истечения с большей скоростью, чем металл. Вследствие этого трение металла об инструмент за-меняется трением о жидкость. При этом силы трения направлены в сторону истечения и тем самым снижают потребное усилие. При большой вязкости жидкости дополнительные напряжения растяжения, вызываемые силами тре-ния, могут превысить основные сжимающие напряжения, что приводит к разрушению прутка. Область применения гидропрессования ограничивается температурными условиями.
|
|
|
Рисунок 31 – Схема гидропрессования
При прессовании с обратным истечением (рисунок 32) матрица пере-мещается пуансоном относительно стенок контейнера. При этом переме-щаться в пространстве может как контейнер, так и пуансон.
При прессовании с обратным истечением заготовка относительно стенок контейнера не перемещается, за исключением небольшого объема вблизи мат-рицы. Поэтому влияние трения иа усилие прессования и течение металла в этом процессе значительно меньше, чем при прессовании с прямым исте-чением.
 |
Рисунок 32 – Схема прессования с обратным истечением
Иногда применяют совмещенное прессование, при котором прямое и обратное истечение металла происходят одновременно или последовательно. На рисунке 33 представлена схема процесса совмещенного прессования сплошного профиля.
Прессованием можно получать сплошные и полые профили с плавным или ступенчатым поперечным сечением по длине. Для этого применяют сменные матрицы или разъемные матрицы с перемещающимися частями, конические и перемещающиеся иглы.
 |
Рисунок 33 – Схема совмещенного прессования
Прессование обладает много преимуществами по сравнению с другими процессами обработки металлов давлением – прокаткой, волочением, ков-кой:
1. Механическая схема деформации (всестороннее сжатие с одной деформацией растяжения), характеризующая процесс прессования, является схемой, обеспечивающей наибольшую пластичность деформируемого метал-ла, поэтому прессованием можно деформировать малопластичные по природе металлы и сплавы, которые другими методами деформировать невозможно.
2. Прессованием можно получать сплошные и полые профили очень сложной формы поперечного сечения (рисунок 34) – трубы с наружными и внутренними продольными и поперечными ребрами, полые профили с нес-колькими каналами сложной формы и т.п. Размеры и форму поперечного се-чения можно плавно или ступенчато изменять по длине профиля.
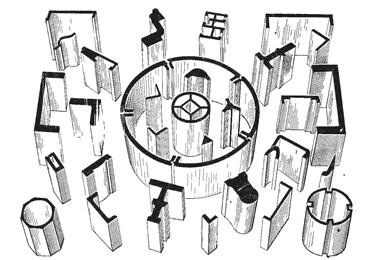
Рисунок 34 – Прессованные профили
|
|
|
3. При прессовании легко осуществляется переход с одного профиля на другой простой заменой матрицы. Поэтому прессование целесообразно приме-нять при мелкосерийном производстве даже таких профилей, которые можно изготовлять прокаткой.
4. При прессовании обеспечивается высокая точность размеров сечения по сравнению с горячей прокаткой, так как упругие деформации инструмента нич-тожны.
Вместе с тем прессование имеет следующие недостатки, которые огра-
ничивают область его применения:
1. Механическая схема деформации, обеспечивающая высокую плас-
тичность, требует повышенного усилия для деформации. Это создает тяжелые условия службы матрицы. При прессовании нагретого металла усилие сни-жается, но условия службы инструмента ухудшаются. В связи с этим инструмент изготовляют из сложнолегированных сплавов, производят частую его смену.
2. Прессованные изделия характеризуются значительной неравномер-ностью свойств по сечению и длине в результате неравномерности дефор-мации (более резко выраженной, чем при прокатке). Степень неравномер-ности деформации, а следовательно, и свойств изделий зависит от следую-щих основных факторов:
1) температуры прессуемого металла и инструмента;
2) трения на поверхностях контакта металла с инструментом;
3) степени деформации;
4) скорости прессования и истечения;
5) прочностных свойств прессуемого металла.
Для снижения усилия прессования металлов с повышенной прочностью прессование осуществляют при высоких температурах. Вследствие этого неизбежно значительное охлаждение периферийных слоев металла, соприка-сающихся с инструментом, особенно в обжимающей части пластической зо-ны вблизи матрицы. Внутренние слои (более горячие) имеют пониженное соп-ротивление деформации и стремятся переместиться быстрее наружных, что приводит к неравномерности деформации по сечению. Выравнивание скорос-тей течения по сечению прутка вследствие его целостности приводит к появ-лению дополнительных напряжений растяжения в наружных слоях и сжатия в центральных.
|
|
|
При прессовании температура неодинакова и по длине прутка: задний ко-нец обычно имеет пониженную температуру по сравнению с передним – из-за большей длительности контакта с инструментом. В связи с этим предлагают нагревать заготовку неравномерно: наружные слои и ее задний конец до более высокой температуры по сравнению с внутренними слоями и передним кон-цом. Это компенсирует неравномерность охлаждения при прессовании. Одна-ко при значительном перепаде температуры по сечению наружные слои го-рячее внутренних и могут течь быстрее их. В результате во внутренних слоях появятся дополнительные напряжения растяжения, что может привести к внутренним разрывам.
Трение, как и во всех процессах обработки металлов давлением, увели-чивает неравномерность деформации и потребное усилие. Трение сдержи-вает течение металла периферийных слоев. Для снижения трения при прес-совании применяют смазку инструмента или заготовки. При прессовании наг-ретого металла смазка должна иметь незначительную теплопроводность, что-бы уменьшить охлаждение поверхности заготовки и нагрев инструмента. Смазка уменьшает трение, а, следовательно, и неравномерность деформации и усилие.
Повышение степени деформации увеличением сечения заготовки или уменьшением сечения изделия приводит к неравномерности деформации. Од-нако при высоких степенях деформации разница в свойствах частей прессо-ванного изделия, получивших различную степень деформации, будет умень-шаться в связи с уменьшением интенсивности упрочнения с ростом степени деформации. Поэтому прессование осуществляют большими степенями деформации для получения изделий с равномерными свойствами. Если прессованное изделие в дальнейшем не подвергается обработке давлением (прокатка, воло-чение), то вытяжка должна быть не менее десятикратной; если прессуют за-готовку для дальнейшей обработки давлением, то вытяжка должна быть не менее пятикратной.
Скорость прессования определяет длительность контакта прессуемого металла с инструментом. При прессовании с нагревом заготовки для умень-шения охлаждения металла и разогревания инструмента скорость прессо-вания должна быть большой (чем больше скорость, тем равномернее дефор-мация). Однако при повышении скорости прессования увеличивается сопро-тивление деформации и потребное усилие. При прессовании сплавов, имею-щих узкий температурный интервал пластичности, увеличение скорости прессования приводит к снижению пластичности в связи с повышением тем-пературы из-за выхода тепла деформации.
3. При прессовании по сравнению с прокаткой получается больший рас-ход металла из-за необходимости осуществлять прессование не до конца, ос-тавляя пресс-остаток.
Указанные преимущества и недостатки прессования ограничивают об-ласть его применения производством профилей из малопластичных металлов и сплавов, профилей сложной формы, при мелкосерийном изготовлении про-филей.
Основным деформационным параметром, характеризующим процесс прес-сования, является степень деформации.
Степень деформации при прессовании оценивают коэффициентом вытяж-ки, равным отношению площади сечения заготовки к площади сечения гото-вого изделия, т. е.
 , (46)
, (46)
где  – коэффициент вытяжки при прессовании;
– коэффициент вытяжки при прессовании;  и
и  – соответ-ственно площадь поперечного сечения заготовки до прессования и после прес-сования, мм2.
– соответ-ственно площадь поперечного сечения заготовки до прессования и после прес-сования, мм2.
Степень деформации может оцениваться истинной деформацией, яв-ляющейся натуральным логарифмом коэффициента вытяжки
 , (47)
, (47)
где  – истинная деформация при прессовании.
– истинная деформация при прессовании.
Оба показателя степени деформации являются условными. В действи-тельности степень деформации различна по сечению и по длине прутка.
Основным энергосиловым параметром при прессовании является усилие прессования. Усилие прессования складывается из следующих основных сос-тавляющих:
а) усилия, затрачиваемого на формоизменение металла в обжимающей час-
ти;
б) усилия, затрачиваемого на перемещение частиц металла в пластической зоне, т.е. в объеме слитка вне обжимающей части;
в) усилия на преодоление трения по контактным поверхностям контейнера
и матрицы.
Полное усилие прессования – сумма этих составляющих.
Силовые условия прессования определяются свойствами деформируемого металла, температурным режимом, размерами заготовки, скоростью и степенью деформации, величиной контактного трения, геометрией инструмента. К со-жалению, в настоящее время еще не разработана методика, позволяющая свя-зать все эти факторы в математическое выражение для определения усилий прессования.
Хорошие результаты при определении усилия выдавливания металла с прямым истечением дает формула Е.П. Унксова, которая имеет следующий вид:
 , (48)
, (48)
где  – усилие прессования, МН;
– усилие прессования, МН;  – сопротивление металла пласти-ческой деформации при прессовании, МПа;
– сопротивление металла пласти-ческой деформации при прессовании, МПа;  – длина заготовки в момент нача-ла выхода металла из формующей цилиндрической части матрицы, мм;
– длина заготовки в момент нача-ла выхода металла из формующей цилиндрической части матрицы, мм;  – соответственно диаметр заготовки и диаметр изделия (диаметр цилиндрической части очка матрицы), мм;
– соответственно диаметр заготовки и диаметр изделия (диаметр цилиндрической части очка матрицы), мм;  – угол при вершине конуса матрицы, рад;
– угол при вершине конуса матрицы, рад;  – длина цилиндрической части очка матрицы, мм.
– длина цилиндрической части очка матрицы, мм.
|
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 2513; Нарушение авторских прав?; Мы поможем в написании вашей работы!