КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Посадки с натягом
N = -S = -(D – d) = d – D
S = D – d
Общие сведения о посадках
Для размеров от 500 мм до 1000 I = 0,004Dm+2,1;.
Для размеров до 500 мм: i = 0,45+ 0,001Dm
Единица допуска и понятие о квалитетах
Smin = Dmin - dmax = 10,000 – 9,995 = 0,005; Smin = EI- es = 0 – (-5) = 5
Точность размеров определяется допуском – с уменьшением допуска точность повышается.
С увеличением размеров возрастают технологические трудности обработки деталей с малыми допусками. Обобщение опыта обработки деталей на металлорежущем оборудовании позволило установить
Взаимосвязь между экономически достижимой точностью и размерами, выражается с помощью условной величины, называемой единицей допуска.
Единица допуска (i, I) выражает зависимость допуска от номинального размера и служит базой для определения стандартных допусков.
Dm – средний диаметр интервала в мм.
К размерам, даже имеющим одинаковые значения, могут предъявляться различные требования в отношении точности, поэтому стандартные системы допусков и посадок содержат ряд квалитетов.
Квалитетом называется совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
Допуск для квалитетов, за некоторым исключением, определяется по формуле:
T=ai (aI), где a – число единиц допуска.
В пределах одного квалитета а постоянно, поэтому все номинальные размеры в каждом квалитете имеют одинаковую степень точности, однако, допуски в одном и том же квалитете для разных размеров меняется, так как с увеличением размеров изменяется единица допуска (i, I).
При сборке механизмов, необходимо получать подвижные соединения с зазором и неподвижные соединения с натягом.
Зазором (S) называется разность размеров отверстия и вала, если размер отверстия больше отверстия вала.
Натягом (N) называется разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
Посадками называют характер соединения деталей, определяемый величиной получающихся в нём зазоров и натягов.
Посадки характеризуют свободу относительного соединения или способность сопротивляться взаимному смещению.
В зависимости от расположения полей допусков отверстия и валов делятся посадки на 3 группы:
1) Посадки с зазором обеспечивают зазор в соединении;
2) Посадки с натягом обеспечивают натяг в соединении;
3) Переходные посадки дают возможность получить соединение, как с натягом, так и с зазором.
Посадки с натягом
Посадки с зазором характеризуются предельным зазором – наибольшим Smax=Dmax – dmin; Smax = ES – ei и наименьшим Smin=Dmin – d max; Smin = EI – es.
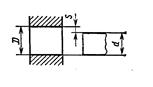
Для образования натяга диаметр вала до сборки обязательно диаметр вала больше диаметра отверстия. В собранном состоянии диаметры обоих деталей выравниваются.
Наибольшим натягом называют N. Посадки с натягом характеризуются:
Nmax – максимальный натяг, который посадка может обеспечить;
Nmin – минимальный натяг.
Nmax = dmax – Dmin = es – EI; Nmin = dmin – Dmax = ei – ES.
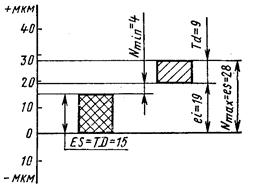
Пример 3: дано соединение отверстие Æ8+0,015, вал Æ8+0,028+0,019
Nmax = es – EI =28-0=28 мкм; Nmin = ei – ES=19-15=4 мкм
Переходные посадки
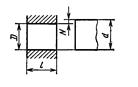
Основной особенностью переходных посадок является то, что в соединениях детали, относящихся к одним и тем же партиям, могут получаться, как зазоры, так и натяги. Они характеризуются наибольшими зазорами и наибольшими натягами.
Smax = Dmax - dmin =ES – ei; Nmax = d max - Dmax =es – EI
Пример 3: дано соединение отверстие Æ8+0,015, вал Æ8±0,0045
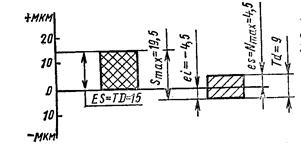
Nmax = d max - Dmax =es – EI= 4,5-0=4,5
Smax = Dmax - dmin =ES – ei=15-(-4,5)=19,5
Допуск к посадке равен сумме допусков отверстия и вала – ТП = ТD + Td.
|
|
Дата добавления: 2013-12-12; Просмотров: 869; Нарушение авторских прав?; Мы поможем в написании вашей работы!