КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производственная структура и пути ее совершенствования
|
|
|
|
Основные понятия
Тема 1. Организация производственного процесса
Основу организации производства и всей деятельности машиностроительного предприятия, как и любого промышленного предприятия составляет производственный процесс.
Производственный процесс – это воздействие живого труда на определенный предмет с помощью соответствующих орудий труда
Изделия, изготавливаемые на предприятии, в зависимости от назначения делятся на изделия основного и вспомогательного производств.
Изделия основного производства, как правило, предназначаются для реализации (эксковаторы, металлорежущие станки, машины, запасные части, детали, узлы, агрегаты и т.п.). Изделия вспомогательного производства большей частью предназначены для собственных нужд предприятия, а именно, для основного производства – спецоснастка, а также изделия вспомогательного производства реализуемые другим предприятием.
Производственный процесс представляет собой совокупность частных взаимосвязанных процессов – основных, вспомогательных и обслуживающих – в результате которых исходные материалы и полуфабрикаты превращаются в готовые изделия (рис. 1)
Производственный процесс является сложным процессом, т.к. в нем принимают участие работники различных специальностей и разной квалификации. Он осуществляется при помощи разнообразного оборудования (станков, механизмов, машин, аппаратов и т.п.). В ходе производственного процесса предмет труда подвергается различным операциям с помощью большого числа разнотипных инструментов, происходят изменения не только формы и размеров, но и физико-химических свойств предмета труда.
|
|
|
Основные (технологические) процессы направлены на превращение предметов труда в готовую продукцию, определяющую профиль предприятия. Они направлены на изменение размеров, форм, поверхностей, физико-химических и механических свойств.
Вспомогательные процессы направлены на обеспечение основных процессов своевременным ремонтом, оснасткой, энергоносителями.
Обслуживающие процессы включают транспортировку, и складирование предметов труда, готовой продукции, их контроль в ходе производства и по его завершении.
Основные процессы состоят из трех стадии (фаз):
– заготовительной, в которой производится изготовление разнообразных заготовок (отливок, штамповок, поковок, сварных, листовых и пр.)
– обработочной, в которой над заготовками и полуфабрикатами выполняют различные виды обработки, в результате чего им придаются формы и размеры деталей, меняются их, физико-химимические свойства. Эта стадия производственного процесса наиболее трудоемкая. Она дает большое количество отходов.
– сборочной, в которой детали, комплектующие изделия собираются в готовое изделие. На этой стадии осуществляется регулировка, испытание и консервация готового изделия.
В зависимости от сложности изготавливаемого изделия различают простые и сложные производственные процессы.
В простых процессах готовое изделие получают на основе последовательной обработки одного исходного материала (эти процессы характерны для подетальной специализации – поршни, кольца, пальцы, также для технологической – получение заготовок).
В сложных процессах сочетается множество простых процессов над множеством объектов труда, из которых затем собирается законченное изделие – станок, агрегат, машина и т. д.
Основным элементом на любой стадии производственного процесса является операция – часть производственного процесса, выполняемая одним рабочим или группой рабочих на одном рабочем месте над одним или группой предметов труда.
|
|
|
Различают технологические, контрольные и транспортные операции.
Совокупность технологических операций составляет технологический процесс. Технологические операции в зависимости от их оснащенности могут быть
ручными,
машинно-ручными,
машинными,
аппаратурными
автоматическими.
Ручные операции выполняются с применением простейших механизированных инструментов (опиловка, зачистка, ручная формовка и др.) Примерно половина рабочих в промышленности занята выполнением ручных операций.
Машинно-ручные операции осуществляются с помощью машин при непосредственном и непрерывном участии рабочего (электродуговая сварка, заточка и доводка инструмента и т. д.) Машинные операции выполняются на машинах при ограниченном участии рабочего, которое заключается в установке заготовок и снятии готовых деталей, промерах, подналадке станка, смене инструмента.
Аппаратурные операции выполняются в специальных установках и агрегатах (плавка в печи, гальвано- и термообработка).
Автоматические операции протекают без непосредственного участия рабочего, но под, его контролем (автоматическая сварка, обработка на станках-автоматах).
Как уже отмечалось ранее, под производственной структурой предприятия понимается состав цехов и служб предприятия и характер связей между ними.
В зависимости от охвата стадий жизненного цикла изделия различают комплексную и специализированную структуру предприятия. Комплексная структура ориентируется на относительно большую часть цикла «идея – производство – потребление».
Кроме того, производственная структура машиностроительного (приборостроительного) предприятия определяется характером выпускаемой продукции, ее сложностью, типом производства, прежде всего номенклатурой объемом выпуска, формами взаимосвязи с другими предприятия ми (уровнем кооперирования).
В зависимости от конечной продукции, выпускаемой предприятием, различают предприятия, специализирующиеся на выпуске готовых изделий, деталей и узлов или заготовок. Соответственно этому они имеют предметную, узловую и детальную или технологическую специализацию.
|
|
|
Предприятия предметной специализации могут иметь полный технологический цикл и включать заготовительные, обрабатывающие, сборочные цехи и производства (рис. 2.7).
Важнейшей характеристикой производственной структуры является избираемая форма специализации ее основных первичных подразделений. Форма специализации в процессе развития производства предопределяет направления совершенствования производственной структуры объединений, предприятий и цехов. Существуют три основные формы специализации: технологическая, предметная и подетальная.
Специализация цехов. При технологической форме цехи специализируются на выполнении однородных технологических процессов. По этому принципу строят почти все заготовительные, термические и гальванические цехи. Технологическая специализация цехов усложняет внутризаводское кооперирование, при этом руководители цехов отвечают только за достижение локальных целей производственного процесса, а не за его конечный результат.
При предметной форме цехи специализируются на законченном изготовлении одного или нескольких однородных изделий или определенной группы сборочных единиц (узлов, блоков) разных изделий. В предметно-специализированных цехах в максимально возможной степени осуществляется технологически замкнутый цикл производства продукции. Поэтому их часто называют предметно-замкнутыми.
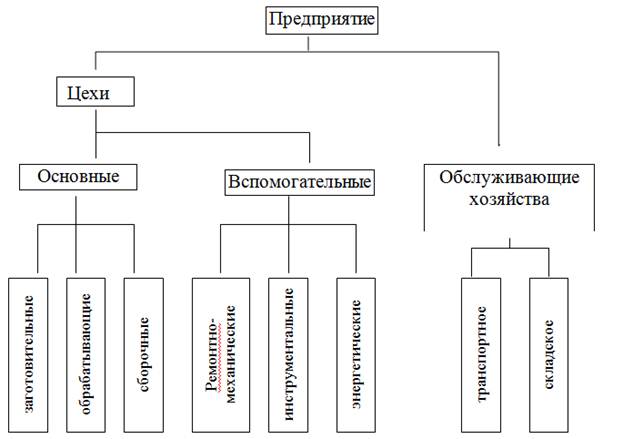
Рис. 2.7. Укрупненная производственная структура предприятия с полным технологическим циклом
При подетальной форме цехи специализируются на законченном изготовлении одной или нескольких однородных групп деталей одного или разных изделий. В подетально специализированных цехах имеют место полная замкнутость технологического цикла по основному (например, механообрабатывающему) процессу и максимально допустимая совместимость по другим частичным процессам (термообработки токами высокой частоты, нанесения покрытий и др.), обеспечивающим выдачу законченных деталей.
Предметная и подетальная формы специализации цехов имеют ряд бесспорных преимуществ перед технологической: резко сокращается и упрощается внутризаводское кооперирование; повышается ответственность руководителей цехов за выпуск готовых изделий или законченных частей изделий в заданные сроки, за их количество и качество; улучшается планирование производства; создаются благоприятные условия для внедрения поточных методов производства, комплексной механизации и автоматизации производственных процессов; повышается прямоточность производства; сокращается длительность производственного цикла.
|
|
|
Специализация участков. При технологической форме участки специализируются на выполнении однородных технологических операций. Она не соответствует требованиям современного развития техники и технологии и оправдана лишь в экспериментально-опытных цехах.
При предметной форме участки специализируются на изготовлении отдельных или нескольких групп конструктивно однотипных сборочных единиц одного или разных изделий. На таких участках в максимально возможной степени обеспечивается технологически замкнутый цикл производства. Предметная форма характерна для массового и крупносерийного производства.
На подетально-специализированных участках сосредоточивается обработка одной или нескольких групп конструктивно и технологически однородных деталей по номенклатуре изделий цеха или предприятия.
Эти участки строятся по максимально замкнутому технологическому циклу работ данной стадии.
Технико-организационные преимущества предметной и подетальной форм состоят в следующем:
- повышается уровень специализации рабочих мест за счет сокращения номенклатуры деталей (в 3 – 5 раз);
- резко сокращается межучастковая кооперация (в 10 – 30 раз);
- повышается прямоточность и сокращаются пути движения деталей (в 5-10 раз);
- уменьшаются потери времени на переналадку оборудования (1,5 – 2 раза) и на межоперационные перерывы в производстве (на 30 – 40%);
- улучшается качество планирования производства;
- расширяется сфера внедрения групповых и поточных методов производства;
- обеспечивается возможность решения задач комплексной механизации и автоматизации производства.
В основу организации цехов на приборостроительных предприятиях также положен принцип специализации цехов, участков по виду выполняемых работ (технологическая специализация) или по видам выпускаемой продукции (предметная специализация). Например: цехи технологической специализации – штамповочный, автоматно-токарный, покрытий; цехи предметной специализации – намоточные, инструментальные. Сборочные цехи сочетают признаки предметной (выпускают однородные изделия) и технологической (осуществляют один сборочный процесс) специализации.
Аналогично специализации цехов различают технологическую и предметную специализацию внутрицеховых подразделений. Применение той или другой специализации внутрицеховых подразделений зависит от принципа образования цеха, характера осуществляемых в нем технологических процессов и типа производства.
Цехи единичного и мелкосерийного производства образуются по технологическому принципу, их отделения или участки, в свою очередь, специализируются, главным образом, на выполнении отдельных технологических процессов. Отделения или участки при этом оснащаются однородным оборудованием (токарными, фрезерными или др. станками). На каждом из одноименных станков выполняют операцию над различными деталями, что обусловливает и большую протяженность маршрутов деталей, и значительную длительность производственного цикла.
Цехи серийного производства разделяются на пролеты или линии, специализированные по видам изделий. Оборудование пролета или линии так подобрано, чтобы был обеспечен выпуск конечного продукта цехового этапа процесса изготовления изделия, закрепленного за данным пролетом, линией.
В цехах массового производства основной структурной единицей является поточная линия, узко специализированная на изготовлении одного или ограниченного числа конструктивно сходных между собою объектов.
Часто в построении производственной структуры цехов оказывается целесообразным применить смешанную форму специализации.
Обеспечивающие цехи формируются по тем же принципам, что и цехи основного производства.
Предметный принцип специализации цехов является более совершенным, чем технологический, так как обеспечивает следующие преимущества:
- усиление ответственности за качество, количество и сроки изготовления продукции. Мастер несет полную ответственность за деталь, узел, конечную продукцию, а не за отдельную операцию, что ликвидирует обезличку в производстве;
- значительное сокращение длительности производственного цикла;
- упрощение оперативного планирования и руководства цехом;
- более тесную связь рабочих, участвующих в производственном процессе, что наиболее полно соответствует бригадным формам организации труда.
Несмотря на очевидные преимущества подетальной и предметной форм организации участков как целевых компонентов производственной структуры механообрабатывающих цехов, в настоящее время доля в общей трудоемкости объема работ этой стадии достигает на приборостроительных предприятиях со средне-, мелкосерийным и единичным типами производства соответственно 29,3 и 20,1 %, а доля участка с технологической специализацией – 50,6 %.
|
|
|
|
|
Дата добавления: 2013-12-11; Просмотров: 998; Нарушение авторских прав?; Мы поможем в написании вашей работы!