КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Черновая обработка
|
|
|
|
ОБРАБОТКА ТОРЦОВ И ЦЕНТРОВЫХ ОТВЕРСТИЙ
В единичном производстве торцы и центровые отверстия на исходной заготовке в зависимости от ее размеров обрабатывают за одну или две операции на токарном или фрезерном и сверлильном станках соответственно.
Заготовки некрупных шпинделей (длиной до 500 мм и диаметром до 100 мм) обрабатывают на универсальных токарных станках за два установа (рис. 4.6). Заготовку закрепляют в трехкулачковом самоцентрирующем патроне (ГОСТ 2675-80). Заготовки, полученные свободной ковкой и имеющие значительные (до 3... 5 мм) отклонения формы наружных поверхностей, могут быть закреплены в четырехкулачковом патроне с независимым перемещением кулачков (ГОСТ 3890-82). Подрезку торца осуществляют резцами, обработку центровых отверстий - центровочными сверлами, закрепленными в цанговом или трехкулачковом сверлильном патроне (ГОСТ 8522-79) и установленными в пиноль задней бабки токарного станка.
У заготовок более крупных шпинделей торцы обрабатывают на горизонтально-фрезерных станках за два установа, центровые отверстия обрабатывают на радиально-сверлильных станках также за два установа (рис. 4.6).
Возможна также обработка центровых отверстий на горизонтально-расточных станках. При необходимости после фрезерования торцов выполняют разметку центровых отверстий. В обоих случаях заготовку закрепляют в станочных самоцентрирующих тисках с призматическими губками (ГОСТ 21168-75.) или в обычных станочных тисках (ГОСТ 16518-96).
В серийном производстве торцы и центровые отверстия на исходной заготовке обрабатывают на фрезерно-центровальных станках-полуавтоматах за один установ (рис. 4.7).
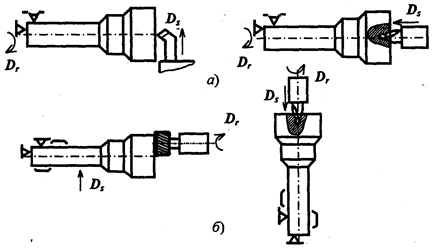
Рис. 4.6. Схема обработки торцов и центровых отверстий на универсальном токарном станке (а) и горизонтально-фрезерном и сверлильном станках (б)
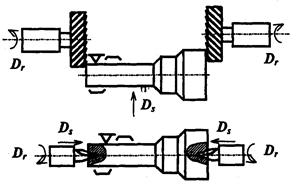
Рис. 4.7. Схема обработки торцов и центровых отверстий
|
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 253; Нарушение авторских прав?; Мы поможем в написании вашей работы!