КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Покриття таблеток оболонками
|
|
|
|
Рис. 12.3. Схема процесу таблетування на КТМ
Рис. 12.1 Кривошипна таблетувальна машина
Схема до теми 15. „ Заробітна плата”.
Додаток №1.
Рис. 12.2 Кінематична схема кривошипної таблетувальної машини
- механізми завантаження (дозування);
- пресування;
- виштовхування.
Для КТМ також характерно, що усі таблетки робляться на одному комплекті прес-інструмента.
1 – вихідне положення перед таблетуванням; 2.- операція по завантаженню матриці; 3 – операція пресування; 4 – операція виштовхування таблетки; 5 – операція по скиданню таблетки, яка суміщується з завантаженням матриці
Основною моделлю КТМ вітчизняного виробництва є машина ТП-1М. Загальний вигляд її представлений на Рис. 12.1, а кінематична схема - на Рис. 12.2.
Принцип роботи у відповідності з Рис. 12.2 такий - в ід електродвигуна через систему зубчастих коліс приводиться у обертання колінчастий розподільний вал 2. Від нього рухається кривошипно-ползунковий механізм 3 ( механізм пресування), кулачковий механізм 4 виштовхування і кулачки 5 механізму живлення (завантажувальна воронка). З повзуном 6 кривошипного механізму сполучений верхній пуансон 7. При русі вниз пуансон входить в матрицю 8, встановлену в столешниці машини. Для зміни глибини заходу верхнього пресуючого пуансона в матрицю довжина шатуна робиться регульованою.
Кулачок механізму виштовхування за допомогою штанги 9 піднімає повзун 10 з укріпленим в нім нижнім пуансоном і виштовхує таблетку з матриці. Профіль кулачка забезпечує підйом таблетки із швидкістю меншої, ніж швидкість підйому верхнього пресуючого пуансона. У верхньому положенні нижній пуансон виходить точно на рівень зрізу матриці, чим забезпечується повна випресовка (виштовхування) таблетки. Кулачок 5 механізму дозування через важільну систему переміщає завантажувальну воронку 12 по поверхні столешниці в зону матричного отвору. Профіль кулачка в положенні живильника над матрицею забезпечує деяке його струшування. КТМ мають маховик, функцією якого є не лише підтримка середньої швидкості обертання розподільного валу із заданою нерівномірністю, але і акумуляція енергії на ділянках циклу, де технологічні опори не долаються, з віддачею її при виконанні найважчої операції - пресуванні. Кривошипна машина є однопозиційним пресом з приводом від головного колінчастого валу (Рис. 12.2); має порівняно невисоці продуктивність і застосовується для отримання таблеток середнього розміру з невеликою різницею по масі. Процес таблетування на КТМ складається з наступних трьох операцій (Рис. 12.3).
|
|
|
Операція завантаження (дозування). В процесі роботи КТМ вона ж є операцією скидання відпресованої таблетки. Після того, як завантажувальна воронка, зіштовхнувши таблетку стає в положення над матрицею, відбуваються опускання нижнього пуансона і наповнення каналу матриці таблетованої масою. Хід вниз нижнього пуансона регулюється. Його кінцевим положенням визначається об'єм дози таблетованої маси.
Операція пресування. Завантажувальна воронка відходить убік, відкриваючи отвір заповненої матриці. Верхній пуансон, що знаходився до цього в крайньому верхньому положенні, опускається і з силою входить в матричний отвір, уплотняя масу до отримання міцної таблетки.
Операція виштовхування (випресовки). Верхній пуансон піднімається вгору, а нижній йде за ним і зупиняється точно на рівні зрізу матриці. Завантажувальна воронка рухається до матричної зони. Далі завантажувальна воронка, підійшовши до матричної зони, своєю передньою кромкою зрушує таблетку, що виштовхнула, на край столешниці, звідки та потрапляє в лоток, а сама своїм гирлом накриває матрицю для нового завантаження, після чого цикл починає повторюватися і т. д.
|
|
|
КТМ вітчизняної конструкції (ТП-1М) мають продуктивність при одингніздовому прес-інструменте до 4800 шт. в годині Розмір таблеток 12 мм, глибина заповнення матриці 15 мм, посилення пресування 1,7 т/с. Машина розрахована на одностороннє пресування. Проте є конструкції КТМ, що дозволяють здійснювати двостороннє пресування. Останнє досягається зазвичай шляхом застосування так званої плаваючої матриці. В цьому випадку столешница, в якій закріплена матриця, встановлена на пружинах. Нижній пуансон при пресуванні залишається нерухомим. Переміщається тільки верхній пуансон, і в ту ж сторону зміщуються столешниця з матрицею.
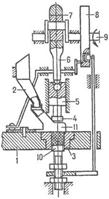
Рис. 12.4. Схема кривошипної машини (початок пресування) таблетки: 1-стіл; 2-бункер; 3-матриця; 4-пуансон; 5-повзун; 6-шатун; 7, 8 - ексцентрики; 9-колінчастий вал; 10 - виштовхувач; 11 - завантажувальний пристрій.
Механізми перетворення руху
Кривошипний механізм. Кривошипний, або кривошипно-шатунний механізм застосовується для перетворення прямолінійно-поступального руху в обертальне і навпаки. Кінематичний ланцюг цього механізму (Рис. 12.5)
Рис. 12.5. Кривошипно-шатунний механізм
Кривошипно-шатунний механізм складається з наступних ланок (Рис. 6, а ): кривошипу 1, шатуна 2 і повзуна 3, сполучених між собою обертальними парами (шарнірами) і поступальною парою. Кривошип (Рис. 12.2, б) - ексцентрично розташована цапфа або палець 1, сполучений з валом 2, за допомогою плеча 3. Шатун (Рис. 12.5, в) є стрижнем (тяга, шток), що має круглий або двотавровий переріз, кінці якого розширені в голівці. Одна з голівок (2) шатуна шарнірно з'єднуються з повзуном, інша (3) - з пальцем кривошипа. Повзун (Рис. 12.5, г) складається з санчат 1, що ковзають по направляючий, цапфи 2 для приєднання шатуна 3 до штока. Кривошипні механізми широко застосовуються в поршневих насосах, компресорах, парових машинах, двигунах внутрішнього згорання і багатьох машинах.
Кулісний механізм. Є різновидом кривошипного механізму, який призначений для перетворення обертального руху в поворотно-гойдний. Кулісне пристосування зустрічається в парових машинах, в механізмі паророзподілення, у верстатах, машинах і апаратах.
|
|
|
Кулачковий механізм (pис. 12.6). Представляє собою кінематичну пару, що складається з кулачка 1 і “штовхальника» 2. Кулачкові механізми знаходять широке застосування, оскільки за допомогою кулачкового механізму можна передати найрізноманітніші рухи.
 Рис. 12.6. Кулачковий механізм.
Рис. 12.6. Кулачковий механізм.
Рис. 12.7. Ексцентриковий механізм.
Ексцентриковий механізм. Якщо контур кулачка роблять у формі кола, але примушують її обертатися біля осі, що не співпадає з центром, такий кулачок називається ексцентриком. Ексцентрик можна розглядати і як різновид кривошипа, що виникає в результаті збільшення діаметру валу або пальця до такого розміру, що зникає плече (Рис. 12.7.). Ексцентрики призначені для перетворення обертального руху в поступально-поворотне.
2. Роторні таблетувальні машини
Роторні таблетувальні машини (РТМ) є багатопозиційними машинами, в яких основні і допоміжні операції технологічного циклу виконуються при безперервному транспортному переміщенні таблеток. У зв'язку з цим в РТМ застосовується до декількох десятків комплектів прес-інструмента, за допомогою яких одночасно, але на різних фазах здійснюється процес таблетування.
Рис. 12.8. Схема процесу таблетування на р оторній таблетувальній машині
Принцип роботи РТМ показаний на Рис. 12.8. (схема 12-пуансонної машини РТМ-12). Простежимо за рухом однієї з матриць (що знаходиться під воронкою).
1. Нижній пуансон 3 опустився в точно обумовлене положення. Верхній пуансон 2 в цей час - вже в самому верхньому положенні, оскільки матричний отвір 7 підійшов під воронку 1 (операція завантаження).
2. Як тільки матриця (із заповненим гніздом) пройшла воронку разом з обертанням столешниці 4, починається поступове опускання верхнього пуансона. Досягнувши протилежної сторони, він відразу ж потрапляє під пресуючий валик 5. Одночасно на нижній пуансон чинить тиск валик 6 (операція пресування).
3. Після проходу між валиками верхній пуансон починає підніматися. Нижній пуансон також, дещо підводиться і виштовхує таблетку з матриці. За допомогою ножа таблетка скидається із столешниці - операція виштовхування (випресовки) таблетки.
|
|
|
Такий рух послідовно здійснюють усі прес-інструменти (матриця і пара пуансонів). Для того, щоб забезпечити пуансонам належний рух, до їх руків'я (які тут називаються повзунами), прироблені ролики, за допомогою яких вони повзуть (котяться) по верхніх і нижніх копирам (що направляє). Схема руху представлена на Рис. 12.9. Під час операції завантаження ролик верхнього повзуна з пуансоном знаходиться на вищій точці верхнього копіра (над воронкою). Далі він ковзає вниз по похилій копіра, пуансон торкається матричного отвору, занурюється в нього і здавлює матеріал. Тиск наростає і досягає максимуму у той момент, коли ролик повзуна знаходиться під тиском валика (операція пресування). Після цього ролик з пуансоном починає підніматися вгору по копіру і досягає максимуму. В цей час нижній повзун здійснює наступні рухи. У стадії завантаження його ролик підпирається валиком, що регулює об'єм матричного отвору. Після цього нижній повзун рухається по прямому копіру. У стадії пресування його ролик підводиться давильним валиком, завдяки чому нижній пуансон зі свого боку чинить тиск на матеріал. Далі копір йде декілька вгору, внаслідок чого нижній пуансон виштовхує таблетку (операція виштовхування). Після цього внаслідок, опускання копіра нижній пуансон також опускається вниз і усе повторюється спочатку.
Рис. 12.9. Схема руху пуансонів в богатоматричній ротаційній машині
1- повзун; 2- ролик; 3- верхній копір; 4 – верній пуансон; 5 – столешниця; 6 матриця; 7 – нижній пуансон; 8 – верній пуансон; 9,11,12 - ролики; 10 – нижній копір; 13 - воронка; 14 – мішалка у воронці; 16 – ніж для скиду таблеток; 17 - лоток; 18 - таблетка
РТМ можуть мати в роторі від 12 до 55 матриць (позицій). Окрім того, вони можуть бути однопоточними (з однією завантажувальною воронкою) і двохпотоковими (з двома завантажувальними воронками). У останньому випадку увесь виробничий цикл закінчується за півоберта ротора. В результаті різко підвищується продуктивність РТМ.
Такою високопродуктивною машиною є, зокрема, конструкція РТМ-41, яка явлеться двухпоточною машиною що має 41 гніздо (позицію). Продуктивність РТМ-41 при одингніздовому прес-інструменті досягає 204 000 шт. в годину. Діаметр таблетки до 16 мм, глибина наповнення 18 мм, зусилля пресування 6 т/с.
РТМ-41 (і її варіація РТМ-2 MB) дозволяють отримувати таблетки з сипких матеріалів, що мають різні фізичні і технологічні властивості.
Ще швидкіснішою машиною є РТМ-55, розрахована на випуск таблеток діаметром до 7 мм. Її продуктивність може досягати 448 000 шт. в годину, швидкості обертання ротора 17-68 об/хв.
Оскільки в РТМ тиск двосторонній і наростає (знімається) поступово, таблетки виходять високої якості. Ці машини працюють рівномірно, немає пилу. У завантажувальній воронці може бути встановлена мішалка. Ротор, що обертається, допускає установку пристосувань для опудрювання матричного отвору перед завантаженням, а також після неї (для знесилення поверхні заповненої матриці). У деяких конструкціях є щіткові обтираючі або очищаючі пристосування, що забезпечують чистоту пуансонів.
Експлуатація машин таблеток і прес-інструмента
Хоча РТМ в технічному відношенні далеко перевершують КТМ, їх застосування обмежується тільки виробництвами великого заводського масштабу. Вони складні, вимагають великої кількості запасних поршнів і матриць, важчі в сенсі підготовки до пресування, і чищення більше трудомістке. Перед пресуванням будь-яка таблетувальна машина має бути ретельно вивірена і відрегульована. Потім проводять пробні таблетування (пускаючи машину вручну), в результаті якого домагаються необхідної маси таблеток, належної міцності і розпадаємості, а також усунення зовнішніх вад таблеток. Якщо, наприклад, таблетка виштовхується з пошкодженою або нерівною поверхнею, це вказує, що маса сильно прилипає або бракує ковзних речовин, або пресуючі поверхні недостатньо гладкі. Якщо у таблетки є кромки, то малий діаметр пуансона. Якщо поверхня таблетки збита, то нижній пуансон піднімається недостатньо високо. Якщо таблетки при викиданні розсипаються, то або тиск занадто малий, або (що значно гірше) в масі мало зв'язуючих речовин. Розшаровування таблеток свідчить про занадто високий тиск або про те, що гранулят занадто сухий.
Перші таблетки зазвичай забруднені машинною олією, тому їх відкидають. Тільки після усунення усіх недоліків можна починати серійне таблетування. Особливо дбайливого відношення до себе вимагає прес-інструмент.
Численні спостереження за експлуатацією прес-інструмента показують, що в першу чергу зношується матриця. Швидкість її зносу в 3-4 рази вище за швидкість зносу нижнього пуансона; верхній пуансон зношується у меншій мірі, чим нижній. У матриці знос локалізується в основному в зоні пресування. Дуже важливо, щоб проміжок між стінками пуансона і матриці був мінімальним. Попадання сипкого матеріалу в проміжки може призводити до заїдання штовхальників і поломки прес-інструмента.
Як вже вказувалося, таблетки часто покривають оболонками. Покриття їх, що має на меті:
1. Захист вмісту таблетки від несприятливих зовнішніх дій;
2. Поліпшення смаку (приховання неприємного смаку лікарських речовин);
3. Надання таблеткам красивішого виду (вирівнювання шорсткостей, забарвлення, глянцовка);
4. Перенесення місця дії лікарських речовин за межі шлунку (кишкові таблетки). Усі покриття, що наносяться на таблетки, можна розділити на три групи: дражировані, плівкові і пресовані.
Дражирувальні покриття
Термін «дражироване покриття» походить від французького слова dragee і означає «нанесення цукрової оболонки». Дражирування проводиться в дражирувальних котлах (обдукторах). Обдуктори є криво поставленими котлами, що обертаються, мають форму еліпсоїда (Рис. 11.). Діаметр котлів від 0,7 до 1,5 м. Матеріал - мідь або в деяких випадках скло. Швидкість обертання 20-40 об/хв. Число оборотів підбирають залежно від ходу технологічного процесу. Напрям обертання - за годинниковою стрілкою. Дражирувальні котли, вживані в європейських країнах,- плоскіші, з віссю обертання, що утворює з горизонтальною площиною кут близько 45°. У США обдуктори зазвичай шаро- чи грушоподібні, і вісь у них лежить під кутом 15-20°; скляні котли встановлюються горизонтально.
Обдуктори вимагають оптимального наповнення. При занадто великому наповненні таблетки обертаються кволо, причому ті, що знаходяться внизу руйнуються від вантажу, що давить на них. При малому наповненні таблетки, навпаки, занадто швидко обертаються, тертя незначне, оболонки нерівномірні. Проте не завжди в розпорядженні може бути достатня кількість матеріалу. З цієї причини на виробництві завжди буває декілька обдукторов різної місткості.
Нині дражируется значна кількість таблеток, у тому числі таблетки деяких гормональних препаратів (тиреоїдин), жовчогінних засобів (аллохол), препаратів миш'яку (азіатські таблетки), фосфору (лецитин-церебро, ліпоцеребрин - фосфрен) і великої кількості синтетичних препаратів: глутамінової кислоти, акрихіну, апресину та ін. Разом з цим дражируется ряд екстрактів: жостір, кровохлебки, красавки («Карбелла») та ін. В дражировані таблетки переведений ряд прописів деяких мікстур (мікстура Бехтерева)та ін. Дражирування таблеток проводиться приблизно за наступною схемою.
Цукрові оболонки. Перші 2-3 шари наносять на таблетки сумішшю слизу гуміарабіку і цукрового сиропу (1 + 1 частина) при обдукторі, що обертається; потім ядра обсипают білосніжним тальком. Після перевірки стану оболонки продовжують дражирування по черзі сиропом і цукровою пудрою. Котел холодний в нього вдувається холодне повітря. Останні шари наносять забарвленим сиропом (для забарвлення).
Рис. 12.10.. Загальний вигляд відділення дражирувальних котлів
Глянцовка дражированих таблеток може робитися по-різному, зокрема в тому ж «цукровому» котлі, де здійснювалося дражирування. Для цього при накоченні останніх шарів котел нагрівають до 37 градусів С. Не даючи оболонці висохнути до кінця, вливають розплавлене масло какао з розрахунку 2 кг на 1 кг таблеток і припиняють нагрів, продовжуючи обертання до отримання блиску. Після цього таблетки змочують сумішшю сиропу і крохмальної патоки (8+1 частина), одночасно обсипаючи їх невеликою кількістю рисового крохмалю (виходить міцний лиск). Ще кращий глянець виходить за допомогою спермацетової емульсії, яку готують з 40% слизом гуміарабіку, цукровим сиропом і крохмальною патокою. На 1 кг таблеток (теплих) беруть 5 кг емульсії і обертають до появи блиску. Глянець можна отримати і в котлі, стінки якого натерті воском. Для цього ще не цілком підсушені таблетки витягають з цукрового котла і переносять в «вощений» котел, обсипають невеликою кількістю тальку і обертають до глянцю. Глянець посилюють таким шляхом: натягують на отвір мокру тканину - блиск пропадає; тканину видаляють і знову обертають до сильного блиску.
Технологічний процес дражирування складається з трьох операцій: 1) приготування суспензії; 2) покриття таблеток; 3) глянсування дражированих таблеток. Для приготування суспензії у воді кімнатної температури розчиняють ПВП. На отриманому розчині в котлі з паровою сорочкою готують звичайним способом сироп, охолоджують його і при постійному перемішуванні послідовно вносять аеросилів, двоокис титану, основний карбонат магнію і тальк. Далі на заздалегідь знепилені і обкатані таблетки в котлі, що обертається, вносять суспензію у кількості 4-5% по відношенню до маси завантажених таблеток. Після рівномірного розподілу суспензії продовжують обкатку впродовж 3-5 хв без подачі повітря, потім з подачею теплого повітря (40-45 °С) впродовж 2-4 хв. Чергування цих операцій повторюють до отримання таблеток заданої маси. Глянцовочная суміш складається з 45% бджолиного воску, 45% вазелінової олії і 10% тальку. Цю суміш вводять у кількості 0,05%. Впродовж 30-40 мін після обертання таблетки придбавають стійкий блиск.
Суспензійним методом дражируют таблетки анетина, метіоніну, раунатина і екстракту валеріани.
Плівкові покриття
В якості плівко утворювачів для таблеток застосовуються в основному дві групи речовин:
1. Розчинні у воді і шлунковому соці;
2. Нерозчинні у воді і шлунковому соці, але розчинні в кишкових рідинах (кишкові покриття).
Для отримання водорозчинних покриттів запропоновано багато речовин, в основному ефіри целюлози: метіл-етил- і ацетілцелюлоза (МЦ, ЕЦ, АЦ), оксиетилцелюлоза і оксипропилметілцеллюлоза (ОЕЦ і ОПМЦ), карбоксиметіл і натрийкарбоксиметілцеллюлоза (КМЦ і NaKMЦ,). Для отримання якісних і легко розчинних покриттів до цих речовин додають звичайні водорозчинні пластифікатори (поліетиленоксид-ПЕО, твін-80, полівінілпіролідон- ПВП та ін.). Найбільше застосування починає отримувати ОПМЦ завдяки її розчинності і легкій забарвлюваності, не кажучи про те, що плівка при цьому має гарний зовнішній вигляд. Пластифікаторами до ОПМЦ використовують твін-80 і касторова (чи вазелінове) олія. В якості водорозчинних покриттів застосовують також ПВП, полівініловий спирт ПВС, розчини аравійської і іншої камеді, желатину.
Для кишкових покриттів зазвичай вживають високомолекулярні сполуки з властивостями поліелектролітов і великим числом карбоксильних груп, розчинні в органічних розчинниках, після випарювання яких утворюється нерозчинна у воді цілісна еластична оболонка. Карбоксильні групи в кислому середовищі не диссоціюють і у зв'язку з цим не піддаються гідролізу. У нейтральному або лужному середовищі вони диссоціюють, утворюючи розчинні солі, внаслідок чого в цих місцях розташування молекул утворюється велика кількість мікроскопічних пір, через які шлунковий сік проникає всередину таблетки. Завдяки цьому оболонка таблетки розривається і лікарська речовина переходить в шлунковий сік.
З часто вживаних для кишкових покриттів плівкотвірних речовин слід вказати метілфталіл- і ацетілфталілцелюлозу (МФЦ і АФЦ), використовувані з добавками в якості пластифікаторів твіну-80 (12,5%) і касторової олії (12,5%). При кислому вмісті шлунку товщина покриття стійка впродовж 2 год, хоча плівка дуже тонка (не більше 60 мкм).
Для кишкових покриттів знайшли застосування деякі липіди (рослинні олії, гідрогенізовані олії, окремі жирні кислоти і їх солі). Хороші покриття дає також шелак - природне ВМС жироподібного характеру. Оболонка з чистого щеллака розпадається в кишковому соці за 60-100 хв, а з добавкою пластифікаторів (ПЕГ-600 або ПВП) у кількості 1% -за 15- 25 хв.
Рис. 12.11. Схема установки для покриття таблеток в киплячому шарі
Процес накладення плівкового покриття здійснюється двояко: обприскуванням в дражувальному котлі і обприскуванням в струмі повітря (у киплячому шарі).
Обприскування в дражувальному котлі. Суть способу полягає в тому, що біля отвору котла встановлюється обприскувач, за допомогою якого речовини, що входять до складу покриття у вигляді розчину в легко леткому органічному розчиннику, розпилюються на масу таблеток, що обертаються. Рецептура цих розчинів різноманітна, наприклад: 3% розчин ЕЦ і 1% розчин твіну-80 в 95% спирті або в суміші спирту з толуолом (2 + 8); 3% розчин ЕЦ і 11/2 ПЕО в суміші толуолу зі спиртом (6 + 4).
Накладення покриттів в киплячому шарі. Апарати для сушки порошків (СП-30) і отримання гранулятів (СГ-30) виявилися придатними і для накладення плівкових покриттів на таблетки. Принципова схема установки для покриття таблеток оболонкою в киплячому шарі з одночасною сушкою показана на Рис. 12.11.
Таблетки, що пройшли знепилювання, поміщають в ємність 1, яка фіксована в установці за допомогою пневматичного пристрою 2 і обичайки 3 з гумовим прокладенням. Після цього включають вентилятор 5. У створюваному потоці повітря таблетки переходять в стан, що рухається (що обертається). Речовина для обприскування знаходиться в місткості 4. Розпилювач для мілко дисперсного розпилу 8 з датчиком тиску 9. Якщо розчин покриваючих речовин спиртовий або на іншому легко леткому органічному розчиннику видаляється із струмом повітря. Якщо покриваючий розчин водний, то оболонки сушать в струмі повітря (40-60 °С) впродовж необхідного часу. Повітря для цієї мети поступає через пристрій 12 і фільтр 6; у калорифері 7 повітря нагрівається до необхідної температури сушки і знизу через перфороване дно 13 поступає в камеру 1, де приводить таблетки в «киплячий» стан. Багатошаровий фільтр 11 і пристрій 10 служать для захисту атмосфери від викиду продуктів виробництва. На Рис. 11. показаний зовнішній вигляд установки для покриття оболонками в киплячому шарі. Установка малотоннажна, комбінована. На ній можна також змішувати порошки, гранулювати, опудривать таблетуемі суміші. Завантаження для гранулювання 10 кг (цикл 20- 60 хв), для нанесення покриттів 5 кг (цикл 60-180 хв). Габарити: довжина 1192 мм, ширина 1146 мм, висота 2294 мм.
Пресовані покриття. Цей спосіб накладення оболонок вимагає таблетувальних машин спеціальних конструкцій. Принцип їх роботи показаний.
|
|
|
|
Дата добавления: 2013-12-13; Просмотров: 1887; Нарушение авторских прав?; Мы поможем в написании вашей работы!