КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Призначення і класифікація модельних комплектів
|
|
|
|
Модельний комплект – частина ливарного оснащення, що включає пристосування для одержання у формі відбитка моделі відливки.
Модельний комплект складається з:
- моделей відливки;
- моделей елементів ливникової системи;
- стержневих ящиків;
- підмодельних плит;
- плит для сушки стержнів;
- шаблонів;
- моделей литих каркасів і холодильників.
Моделі – пристосування, з допомогою яких одержують відбитки в ливарних формах, які відповідають зовнішній конфігурації відливки.
У стержневих ящиках з стержневої суміші виготовляють стержні для утворення внутрішніх (іноді зовнішніх) порожнин відливки.
Моделі і стержневі ящики класифікують:
1. За родом матеріалу: дерев’яні, металічні, пластмасові, гіпсові, цементні.
2. За розмірами: дрібні (до 250мм), середні (251 – 500мм), крупні (понад 500мм).
3. За конструкцією: роз’ємні, нероз’ємні, з горизонтальним і вертикальним роз’ємом, суцільні і пустотілі.
4. За складністю: прості, середньої складності, складні, особливо складні.
5. За міцністю: 1-го, 2-го, 3-го класу.
6. За точністю: 1-го, 2-го, 3-го класу.
Вибір матеріалу залежить від умов виробництва, кількості формувань, вимог до точності розмірів і чистоти поверхні відливки. Для ручної формовки, при одиничному та малосерійному виробництві застосовують дерев’яні моделі, для машинної формовки, при масовому та крупносерійному виробництві – металічні, гіпсові моделі, при серійному виробництві – пластмасові, цементні моделі.
Роз’єм моделей зазвичай виконується плоским і горизонтальним (обов’язково для машинної формовки, іноді – криволінійним (для ручної формовки). Вертикальний роз’єм виконують для великих моделей ручної формовки (для полегшення виготовлення моделей або видалення моделі з форми).
|
|
|
Прості моделі – дрібні, нероз’ємні або з плоским роз’ємом, без від’ємних частин, з простими стержневими ящиками прямолінійного контуру.
Середньої складності – моделі і стержневі ящики середніх і крупних розмірів з порівняно простим контуром.
Складні – моделі і стержневі ящики з прямо- і криволінійними контурами, всіх розмірів для тонкостінних деталей, складного контуру середніх і великих розмірів з великою кількістю стержневих ящиків.
Особливо складні – всіх розмірів для тонкостінних деталей складного контуру, крупних розмірів складного контуру з великою кількістю стержневих ящиків.
Від міцності залежить число відливок, які одержують за даним комплектом (стійкість моделей).
Моделі 1-го класу міцності застосовують в масовому і крупносерійному виробництві, найвідповідальніші, призначені для тривалого використання, виготовляють з металу (дрібні і середні) та дерева.
Моделі 2-го класу міцності застосовують в серійному і малосерійному виробництві, для періодичного використання при машинному і ручному формуванні, виготовляють з якісних порід деревини, рідше – з металу.
Моделі 3-го класу міцності застосовують в одиничному виробництві, виготовляють з малоцінних порід деревини.
Зазвичай 1-му класу міцності відповідає 1-й клас точності.
Вимоги до модельного комплекту:
1. Забезпечувати одержання відливок, конфігурація і розміри яких повністю відповідають кресленню деталі з урахуванням припуску на механічну обробку.
2. Формувальні нахили вертикальних стінок і галтелі повинні забезпечувати вільне виймання моделей з форм та стержнів із стержневих ящиків.
3. Бути міцними, жорсткими, не руйнуватися, не змінювати контури і розміри при виготовленні форм та стержнів.
4. Мати гладку і чисту поверхню, до якої не повинна прилипати суміш.
|
|
|
5. Бути довговічними, недорогими, з недефіцитних матеріалів.
Модель відрізняється від відливки і готової деталі за конструкцією і розмірами:
1) На вертикальних стінках виконують нахили для полегшення виймання моделі з форми і стержня з ящика; нахили бувають: конструктивні – передбачаються при конструюванні деталі, вказуються на кресленні деталі та формувальні – надаються робочим поверхням при розробці техпроцесу або при безпосередньому виготовленні, змінюють креслярські розміри деталі, виконуються по ГОСТ 3212 (зазвичай 1-3о).
2) Сполучення стінок плавне, виконують заокруглення внутрішніх кутів (галтелі) та зовнішніх кутів.
3) При виготовленні моделей враховують усадку металу при застиганні у формі (зменшення лінійних розмірів), для зручності користуються усадочними лінійками (метрами), які виготовляють з урахуванням усадки: сірого чавуну – 1%, ковкого чавуну – 1,5%, сталі – 2%, алюмінієвих сплавів – 1,5%.
4) На всі оброблювані поверхні призначають припуск на механічну обробку – шар металу, який знімають з поверхні відливки в процесі механічної обробки для досягнення розмірів і чистоти поверхні у відповідності з кресленням деталі, припуски призначають по ГОСТ 26645.
5) На моделі виконують стержневі знаки – частини на моделях, які виступають, служать для утворення у формі заглиблень, в які установлюють знакові частини стержня.
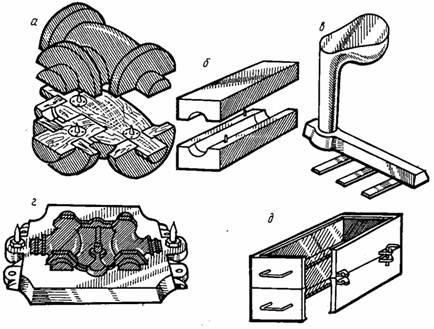
Рисунок 2. Модельне оснащення:
а – модель деталі; б – стержневий ящик; в – модель ливникової системи; г – підмодельна плита; д – опока.
Контрольні питання:
1. Етапи техпроцесу отримання відливки.
2. Що таке опока?
3. Для чого призначена ливникова система та з яких елементів вона складається?
4. Як класифікують ливарні форми?
5. *Що таке разові форми, при якій серійності виробництва їх застосовують?
6. *Що таке напівпостійні форми?
7. *Що таке постійні форми, коли їх застосовують?
8. Способи отримання відливок в разових і постійних формах.
9. З чого складається модельний комплект?
10. *Чим відрізняються конструктивні розміри деталі від розмірів моделі?
11. *Вимоги до модельного комплекту.
12. *Призначення формувальних нахилів.
13. *Призначення припуску на механічну обробку відливки.
14. *Що таке ливарна усадка, у чому вона вимірюється та як враховується при виготовленні моделі?
|
|
|
15. *Призначення стержневих знаків.
16. Що таке усадочний метр (лінійка)? Яка усадка сірого чавуну і сталі?
17.** Вміти визначати розміри моделі, знаючи розміри відливки та величину усадки сплаву відливки.
Література: 1, с.5-11; 2, с.24-26; 3, с.295-296, 302-306; 4, с.29-44; 5, с.231-236; 6, с.9-12, 47-55, 98-109.
|
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 649; Нарушение авторских прав?; Мы поможем в написании вашей работы!