КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема 1. Суть, причини та виникнення аудиту
|
|
|
|
ВСТУП
Зміст
Основные понятия и определения.
Прокатный стан — система машин, служащих для осуществления процесса прокатки и связанных единым технологическим потоком.
По назначению прокатные станы классифицируются следующим образом:
1. Обжимные — служат для производства из слитков блюмов или слябов. Блюм —заготовка квадратного сечения 125...500 мм. Сляб — заготовка прямоугольного сечения шириной до 2250 мм., толщиной до 300 мм.
Обжимные станы делят на блюминги и слябинги. Блюминг — универсальный стан, производит и блюмы и слябы. Это наиболее крупный прокатный стан, диаметр валков —до 1500 мм. Годовая производительность до 6.5 млн. т. Слябинг — специализированный стан, выпускающий только слябы. Производительность — до 10 млн. т / год.
В настоящее время на новых предприятиях обжимные станы не устанавливают, а блюмы и слябы получают методом непрерывной разливки.
2. Заготовочные. Исходный продукт для этих станов — блюм, конечная продукция —заготовка прямоугольного сечения для сортового стана или заготовка для трубопрокатного стана круглого сечения диаметром 70...350 мм. Диаметр валков заготовочного стана:
700... 800 мм - черновая группа,
400... 500 мм - чистовая группа.
3. Сортовые. Конечная продукция таких станов — тот или иной готовый сортовой профиль. Сортовые станы делят на следующие виды:
3.1. рельсобалочные — самые крупные из сортовых, производят рельсы и крупные балки (например, двутавр). Схематичное изображение:
 |  |


h Величина h=200... 600 мм;
Диаметр валков стана - 700... 900 мм.
3.2. крупносортные станы производят прокат, сечение которого квадрат с о стороной 80... 150 мм., круг диаметром 80... 150 мм, швеллер и двутавр с h=120... 240 мм. Диаметр валков 500... 750 мм.
|
|
|
3.3. среднесортные. Сечение проката — квадрат или круг размером 40... 80 мм., швеллер, двутавр с h=50... 100 мм. Диаметр валков 350... 550 мм.
3.4. мелкосортные. Сечение - квадрат, круг размером 8... 40 мм, уголок и двутавр с h=20... 50 мм. Диаметр валков 250... 350 мм.
3.5. проволочные. Конечная продукция - проволока (катанка) диаметром 5... 10 мм. Диаметр валков - 150... 300 мм.
Обжимные, проволочные и сортовые станы называют по диаметру валков. По клетям стана диаметры валков могут отличаться. В названии стана учитывается диаметр валков последней чистовой клети.
4. Листовые станы горячей прокатки. Для листовых станов важнейший параметр -длина бочки валка L, т.к. она характеризует максимальную ширину прокатываемой полосы исходя из формулы:
 ,
,
где bmax — максимальная ширина прокатываемой полосы.
Пример: Для стана с L=1700 мм., величина bmax=1500... 1550 мм.
Учитывая этот факт, все листовые станы называют по длине бочки валка.
Листовые станы горячей прокатки делятся на следующие типы:
4.1. толстолистовые. Они производят толстые листы 4... 380 мм. из слябов. Длина бочки валка L=2000... 5000 мм.
4.2. широкополосные (ШПСГП). Они производят из слябов как тонкий, так и толстый лист толщиной 1,2... 30 мм (и более) в рулонах. Как правило, ШПСГП —мощные, высокопроизводительные, многоклетевые станы с длиной бочки валка менее 2500 мм.
5. Листовые станы холодной прокатки производят холоднокатаный лист, жесть и тончайшую ленту (фольгу). Подкатом для них является горячекатаный лист в рулонах, толщиной 1,2... 4 мм, полученный на ШПСГП.
Станы холодной прокатки подразделяются на станы для производства:
· проката конструкционных сталей и автолиста (4-5 клетевой). Толщина листа 0,35... 2 мм, длина бочки валка до 2500 мм.
· жести толщиной - 0,009... 0,2 мм, длина бочки валка до 1400 мм (5-6 клетевой)
· фольги. Это многовалковые станы –12-20 валков в клети. Толщина фольги 0,005... 0,01 мм.
|
|
|
6. Трубопрокатные производят цельнокатаные трубы различных диаметров.
7. Трубосварочные станы выпускают сварные трубы диаметром до 1000...2000 мм.
8. Деталепрокатные осуществляют прокатку вагонных осей, колес, бандажей, зубчатых колес, шаров, фасонных профилей и др..
9. Станы для производства гнутых профилей (профилегибочные агрегаты) выпускают гнутые профили с различной формой поперечного сечения.
Оборудование прокатного стана подразделяется на основное и вспомогательное.
Основное оборудование служит непосредственно для пластической деформации металла.
Вспомогательное оборудование служит для выполнения прочих операций технологического процесса: размотки, смотки, транспортировки, резки, правки, пакетирования, клеймения, зачистки и т.д.
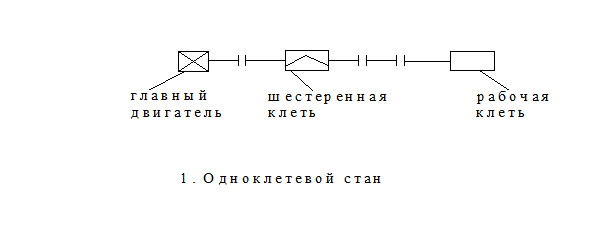
К основному оборудованию относятся:
а) двигатели главного привода стана,
б) редуктор и шестеренная клеть,
в) рабочая клеть,
г) узлы, соединяющие двигатель, редуктор, шестеренную клеть и рабочую клеть — соединительные муфты и шпиндели.
Линия, по которой располагается основное оборудование стана называется главной линией прокатного стана.
Рабочим органом прокатного стана являются валки, вращающиеся в подшипниках, установленных в рабочих клетях.
Рабочая клеть состоит из следующих узлов:
1. узел валков с подшипниками и их опорами, называемыми подушками;
2. узел станин;
3. механизм установки валков, включающий нажимное и уравновешивающее устройства;
4. узел плитовин;
5. проводковая арматура для направления металла в валки и из валков.
Классификация рабочих клетей по числуи расположению валков.
По схемам расположения валков рабочие клети подразделяются на три группы:
1.клети с горизонтальными валками (наиболее распространены);
2.клети с вертикальными валками;
3.клети с косорасположенными валками.
Клети с горизонтальными валками могут быть (см. рис.):
а). двухвалковые (дуо). Их применяют на обжимных, заготовочных, сортовых станах. Главное преимущество их - простота и дешевизна. Недостаток - трудность получения проката высокой точности в связи с недостаточной жесткостью клети (наблюдается большой прогиб валков).
б). трехвалковые (трио). Имеют ограниченное применение, главным образом на рельсобалочных станах. Разновидность — клеть с «плавающим» средним валком.
|
|
|
в). четырехвалковые (кварто). Используются на подавляющем большинстве листовых станов горячей и холодной прокатки благодаря нескольким существенным преимуществам:
1. высокая жесткость, обеспечиваемая опорными валками, которые резко (в десятки раз) уменьшают прогиб рабочих валков.
Известно, что прогиб любой балки (в данном случае валка) пропорционален диаметру:

Dоп / Dраб=2,5... 3,5
Если Dоп / Dраб=3, тогда yоп / yраб=27.
Незначительный прогиб дает возможность прокатывать лист с высокой точностью размеров по толщине и ширине.
2. возможность уменьшить диаметр рабочих валков, что необходимо для прокатки тонкой полосы.
Традиционная схема клети "кварто" предусматривает приводные рабочие валки, а опорные -холостые. Однако существуют схемы и с приводными опорными валками.
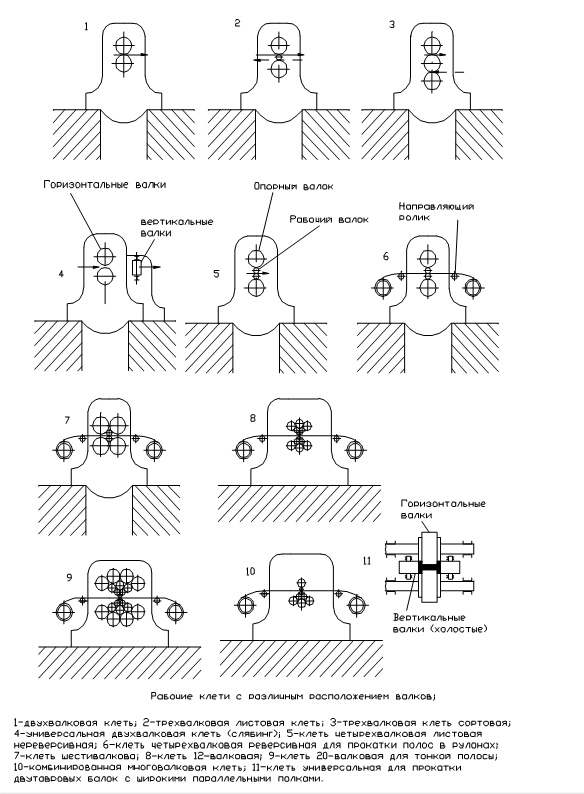 |
г) многовалковые. Данные клети используются для прокатки тончайшей ленты или фольги толщиной 0,005... 0,2 мм. Их преимущества: особо высокая жесткость за счет большого количества опорных валков; возможность прокатать ленту минимальной толщины за счет использования рабочих валков малого диаметра (Dраб=50... 100 мм.).
д). планетарные. Их преимущество: возможность получения за один проход большого суммарного обжатия с коэффициентом вытяжки l=20... 40.
Недостаток: в связи со ступенчатым процессом обжатия возникает опасность динамических нагрузок, поэтому скорость движения полосы через эту клеть ограничена величиной V=1... 2 м / с. Учитывая этот факт, планетарные клети в последние годы применяют в совмещенных литейно-прокатных агрегатах.
Клети с вертикальными валками широко используются в заготовочных и сортовых станах, где чередуются с горизонтальными клетями. Они применяются также на слябингах и в черновых группах листовых станов горячей прокатки, где они обжимают боковые кромки прокатываемого сляба или листа. Различают два типа таких клетей:
- вертикальная клеть (содержит пару вертикальных валков);
|
|
|
- универсальная клеть (содержит пару горизонтальных и одну —две пары вертикальных валков).
Клети с косорасположенными валками применяют главным образом на трубопрокатных станах и станах для прокатки различных деталей и периодических профилей.
Схемы расположения рабочих клетей уразличных прокатных станов.
Прокатные станы проектируют и изготавливают с различными компоновками. Можно выделить несколько наиболее характерных схем расположения рабочих клетей:
2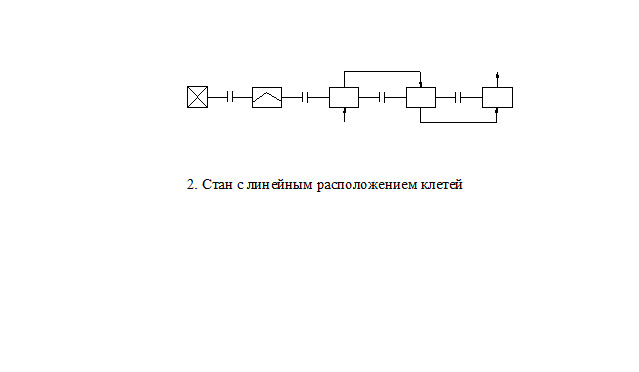
. Станы с линейным расположением клетей

Такие станы малопроизводительны, в настоящее время не выпускаются.
По этой схеме проектируются, как правило, крупно- и среднесортные станы. Для них характерно, что передний конец металла поступает в следующую клеть только тогда, когда задний конец вышел из предыдущей клети.
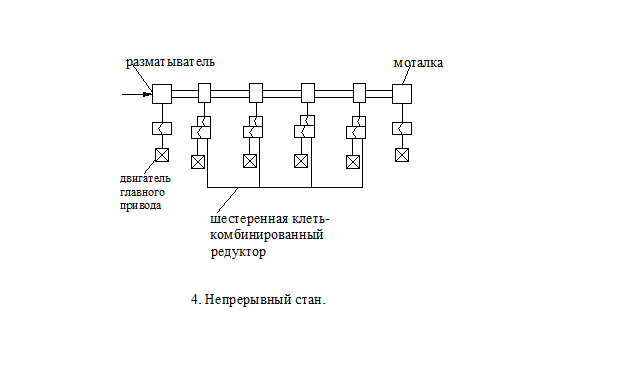
Это стан также с последовательным расположением клетей, однако полоса находится одновременно во всех клетях.
Главное преимущество непрерывных станов — компактность, обеспечивающая экономию капитальных затрат. Однако они требуют сложной системы регулирования скоростного режима с точной синхронизацией скоростей каждой клети.
Скорости прокатки на различных станах.
Современные станы имеют весьма значительные скорости прокатки.
мелкосортные станы — V=30... 50 м / с
ШПСГП — V=20... 30 м / с
листовые станы холодной прокатки — V=25... 35 м / с
Контрольные вопросы.
1. Прокатный стан – это
а) машина, осуществляющая прокатку
б) система машин, связанных единым технологическим процессом
в) группа машин, не связанных в единый технологический поток
г) оборудование для производства стали
д) оборудование для производства чугуна
е) группа машин для изготовления металлических изделий
ж) система машин, не связанных единым технологическим потоком и служащих для осуществления процесса прокатки
з) система связанных единым технологическим потоком машин, служащих для осуществления процесса прокатки
2. Прокатные станы классифицируются по назначению. Какие из представленных групп названы неверно? (укажите все ответы).
а) обжимные
б) заготавливающие
в) заготовочные
г) обжимающие
д) сортовые
е) профильные
ж) рулонные
з) листовые
и) деталепрокатные
3. Основное оборудование прокатного стана … (продолжите фразу, указав все правильные ответы)
а) служит для выполнения операций смотки, транспортировки, резки, правки и т. д.
б) служит непосредственно для пластической деформации металла
в) осуществляет клеймение и упаковку готовой продукции
г) включает в себя следующие машины, узлы и механизмы: рабочую клеть, редуктор, шестеренную клеть, соединительные шпиндели и муфты, электродвигатель
д) включает в себя следующие машины, узлы и механизмы: правильную машину, ножницы, пилы, кантователи, манипуляторы, моталки, разматыватели
е) осуществляет подготовительные операции перед прокаткой
ж) служит для нанесения на металл защитного покрытия
4. Вспомогательное оборудование прокатного стана … (продолжите фразу, указав все правильные ответы.)
а) служит для выполнения операций смотки, транспортировки, резки, правки и т.д.
б) служит непосредственно для пластической деформации металла
в) осуществляет клеймение и упаковку готовой продукции
г) включает в себя следующие машины, узлы и механизмы: рабочую клеть, редуктор, шестеренную клеть, соединительные шпиндели и муфты, электродвигатель
д) включает в себя следующие машины, узлы и механизмы: правильную машину, ножницы, пилы, кантователи, манипуляторы, моталки, разматыватели
е) осуществляет подготовительные операции перед прокаткой
ж) служит для нанесения на металл защитного покрытия
5. Число главных линий на стане …(продолжите фразу).
а) всегда равно единице
б) всегда равно двум
в) всегда равно трем
г) всегда равно четырем
д) всегда равно пяти
е) всегда равно нулю
ж) зависит от расположения основного оборудования стана
з) равно числу клетей стана
6. Какие узлы не входят в состав рабочей клети? (укажите все ответы).
а) узел валков с подшипниками
б) шниндельное соединение
в) муфты
г) механизмы установки валков
д) узел станин
е) проводковая арматура
ж) шестеренная клеть
з) узел плитовин
и) подушки валков
к) редуктор
7. Клети с горизонтально расположенными валками могут иметь различное число валков. Какие клети не применяются при этой схеме расположения валков?
а) двухвалковые
б) трехвалковые
в) четырехвалковые
г) пятивалковые
д) шестивалковые
е) двенадцативалковые
ж) шестнадцативалковые
з) двадцативалковые
8. Преимущество планетарных клетей заключается в следующем…(продолжите фразу, указав все правильные ответы).
а) позволяют получить особо точный прокат
б) позволяют вести процесс прокатки на больших скоростях
в) позволяют получить большое обжатие за один проход
г) могут быть использованы в совмещенных литейно-прокатных агрегатах
д) позволяют снижать динамические нагрузки на элементы клети
е) не имеют ограничений на скорость движения металла
ж) позволяют получить ступенчатое обжатие
9. На каких станах не применяются клети с вертикальными валками?
а) заготовочные
б) сортовые
в) обжимные
г) листовые горячей прокатки
д) листовые холодной прокатки
е) станы для производства гнутых профилей
10. Где используются клети с косорасположенными валками? (укажите все правильные ответы)
а) в обжимных станах
б) в сортовых станах
в) в трубопрокатных станах
г) в толстолистовых станах горячей прокатки
д) в листовых станах холодной прокатки
е) в станах для производства гнутых профилей
ж) в станах для прокатки различных деталей
з) в станах для прокатки периодических профилей
Вступ......................................................... 4
Тема 1. Аудит як форма контролю, його об’єкти і суб’єкти............. 5
Тема 2. Організація аудиту та його нормативно-правове забезпечення.... 12
Тема 3. Методика проведення аудиту............................... 21
Тема 4. Аудиторський ризик....................................... 27
Тема 5. Помилки й шахрайство..................................... 34
Тема 6. Планування, стадії та процедури аудиту.......................40
Тема 7. Аудиторські докази......................................... 47
Тема 8. Аудиторські робочі документи............................... 52
Тема 9. Аудиторський звіт та аудиторський висновок................... 57
Дисципліна “Основи аудиту» є базовою для підготовки фахівців економічних
спеціальностей. У практичній діяльності за допомогою аудиту реалізується одна з найважливіших функцій управління – функція незалежного фінансового контролю фінансово-господарської діяльності суб’єктів підприємництва.
Мета вивчення дисципліни – оволодіння студентами базовими теоретичними знаннями та набуття практичних навичок проведення аудиту і виконання інших видів аудиторських послуг.
Основні завдання вивчення дисципліни:
- засвоєння теоретичних основ функціонування аудиту як невід’ємного для системи ринкової економіки інституту незалежного фінансового контролю;
- вивчення та засвоєння законодавчих актів, нормативно-інструктивних документів, Міжнародних стандартів і Національних нормативів аудиту, Кодексу професійної етики аудиторів;
- набуття практичних навичок з організації та планування аудиту, виконання комплексу окремих аудиторських процедур, надання аудиторських послуг, оформлення робочих і підсумкових документів аудитора.
Засвоєння дисципліни “Основи аудиту” базується на фундаментальних знаннях із таких дисциплін, як “Теорія бухгалтерського обліку”, “Фінансовий облік”, “Фінанси підприємств”, “Економічний аналіз” та інших.
Вивчення цієї дисципліни передбачає проведення індивідуальних занять і самостійне виконання практичних завдань, написання курсової роботи та рефератів із відповідних тем.
Успішне опанування теоретичних знань потребує наполегливої самостійної творчої роботи студентів, чому допоможе запропонований конспект лекцій.
План
1. Поняття аудиту та коротка історія його розвитку.
2. Мета, предмет, метод,об’єктиаудиту.
3. Види аудиту.
Література
1. Про аудиторську діяльність: Закон України № 3125-ХІІ від 22.04.1993р. // Закони України. Т.5. – К.: Ін-т Законодавства Верховної Ради України, 1996. – С. 103-112.
2. Белуха Н. Т. Аудит: Учебник. – К.: Знання, КОО,2000.-С.19-27.
3. Аудит: Учебник для вузов/В. И. Подольский, Г. Б. Поляк, А. А. Савин и др.; Под ред. проф. В. И. Подольского. – М.: ЮНИТИ-ДАНА,2001.-С.26-37.
4. Давидов Г. М. Аудит: Навч. посіб. –К.: Т-во “Знання”, КОО, 2001.-С.10-24.
5. Савченко В.Я. Аудит: Навч. посібник. – К.: КНЕУ, 2002.—С.8-14.
|
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 505; Нарушение авторских прав?; Мы поможем в написании вашей работы!