КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологическое оборудование для фрезерования
|
|
|
|
РАВНОМЕРНОСТЬ ПРОЦЕССА ФРЕЗЕРОВАНИЯ
Процесс фрезерования считают равномерным, когда суммарная длина режущих кромок, находящихся в работе, остается постоянной, что приводит к плавному изменению суммарной площади поперечного сечения срезаемого слоя, а следовательно, к незначительному колебанию силы резания. Это достигается только для фрез с винтовым зубом при условии кратности ширины фрезерования В осевому шагу tQ фрезы (рис. 4.3), т.е.
B/to = k,
где k — целое число зубьев, работающих одновременно.
Зависимость между осевым t0 и торцовым tT шагами цининдрической фрезы диаметром d определяется из треугольника аbс. Так как торцовый шаг
tт = pd/z, то to = pdctgw/z
Угол наклона зубьев фрезы при равномерном фрезеровании определяют по формуле
w = arctg(Bz/kpd)
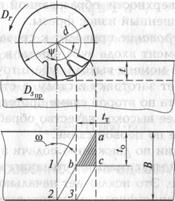
Рис.4.3. Схема расположения зубьев при равномерном фрезеровании:
1, 2, 3 - развертка на плоскость винтовых зубьев фрезы; t - глубина резания; y - угол, охватывающий обрабатываемую поверхность; w - угол наклона зуба; abc — треугольник, катетами которого являются шаги зубьев; остальные обозначения см. на рис. 4.2
Рекомендуется брать k = 2...3. В этом случае наибольшее колебание силы резания не превышает 20 %, что обеспечивает получение высокого качества обработанной поверхности.

Конструкции фрезерных станков многообразны: вертикальные и горизонтальные консольные, непрерывные, копировальные, бесконсольные вертикальные, широкоуниверсальные, продольные и др. Выпускают станки универсальные, специализированные и специальные.
К универсальному виду оборудования относят консольные горизонтально- и вертикально-фрезерные станки, они имеют много общих узлов. Прежде всего консоль — выступающая корпусная деталь, в которой расположена коробка подач и которая перемещается по вертикальным направляющим станины станка (вертикальная подача Dsв). По направляющим на консоли перемещаются салазки (поперечная подача DSn), а по направляющим салазок перемещается стол (продольная подача DSnp). Таким образом, заготовка, устанавливаемая на столе в тисках или другом приспособлении, получает перемещения вдоль трех взаимно-перпендикулярных координатных осей. Главное движение резания Dr — это вращение шпинделя вокруг вертикальной оси (у вертикально-фрезерных станков моделей 6Н11, 6А12Р, 6С12Ц и др. с размерами прямоугольных столов от 200 х 800 до 630 х 1600 мм или с круглым накладным столом диаметром 320 мм и более) или вокруг горизонтальной оси (у горизонтально-фрезерных станков моделей 6Н804Г, 6Н81Г, М83Г и др. с размерами прямоугольных столов от 160x630 мм у модели 6Н80Г до 400 х 1 600 мм у модели 6М83Г).
|
|
|
Коробка скоростей всех вышеупомянутых станков размещена в их станине.
На вертикально-фрезерном станке шпиндельная головка, несущая шпиндель, может поворачиваться в вертикальной плоскости. На ряде этих станков возможно как встречное, так и попутное фрезерование.
К универсальным относят горизонтально-фрезерные станки, имеющие поворотную плиту, которая позволяет поворачивать рабочий стол в горизонтальной плоскости и устанавливать его в требуемом положении.
У всех фрезерных станков величины поступательных перемещений элементов станка регулируются коробками подач, а главные вращательные перемещения (шпинделей) — коробками скоростей.
Обработку на этих станках осуществляют специальными или обычными стандартными фрезами.
На вертикально-фрезерном бесконсольном станке с ЧПУ программированные перемещения заготовки относительно инструмента одновременно по нескольким координатам позволяют получать сложную фасонную поверхность. Обработку заготовок на фрезерных станках с ЧПУ проводят попутным и встречным фрезерованием с одинаковой точностью, так как в коробках подач предусмотрено устройство для выбора зазоров.
|
|
|
Станки непрерывного фрезерования (модели 621М, 6М23, 6А23 и др.) бывают карусельно-фрезерные, у которых стол с заготовками (карусель) поворачивается относительно вертикальной оси, и барабанно-фрезерные, с горизонтальной осью поворота барабана (стола) также при круговой подаче. Станки применяют в условиях серийного и массового производства, причем часто загрузку-выгрузку заготовок на карусель или барабан осуществляют на ходу, без их остановки.
Копировально-фрезерные станки предназначены для обработки фасонных поверхностей сложного профиля.
Различают контурное и объемное фрезерование.
Контурное фрезерование применяют для получения плоских фасонных поверхностей замкнутого криволинейного контура с прямолинейной образующей (например, плоских кулачков, шаблонов и т.п.). Объемное фрезерование применяют для получения объемных фасонных поверхностей (например, лопаток турбин, коноидов, деталей пресс-форм и т.п.).
Копировально-фрезерные станки (модели 6Л463, 6А426, 6М42К и др.) выполняют универсальными и специализированными, для обработки конкретной детали (шинных пресс-форм, профилей плоских шаблонов, лонжеронов, лопаток турбин и т.д.). Универсальные копировальные станки позволяют делать гравировку или изготовлять детали штампов, матриц, пресс-форм и другие детали с рельефными поверхностями и контурами. Собственно копирование осуществляют по разметке с ручным управлением, по плоскому шаблону, по объемной модели (из гипса, дерева, металла), по программе, записанной на магнитной пленке, или по копиру.
Продольно-фрезерные станки (модели 6605, 6606, 6Г608 и др.) предназначены для обработки заготовок большой массы и размеров (типа станин, корпусов, коробок передач, рамных конструкций и т.п.). Продольно-фрезерные станки строят одно- и двухстоечными с длиной стола 1 250... 12000 мм и шириной 400...5000 мм, с одним или несколькими шпинделями. Они позволяют фрезеровать вертикальные, горизонтальные и наклонные плоскости, пазы и т. п. на самых длинных и крупных заготовках (массой до 30 т) или группы заготовок одновременно в условиях серийного производства с применением быстрорежущих и твердосплавных фрез.
|
|
|
Некоторые станки позволяют вести встречное и попутное фрезерование.
Продольно-фрезерные станки с ЧПУ оснащены ползунковыми бабками, расположенными на стойках и траверсе, и имеют перемещение по двум взаимно-перпендикулярным координатам. Бабки оснащены комплектом быстросменных или автоматически сменяемых навесных головок, что позволяет без перезакрепления проводить комплексную фрезерно-сверлильно-расточную обработку.
Объемное фрезерование наиболее успешно осуществляется на фрезерных станках с ЧПУ.
На базе фрезерных станков с ЧПУ выпускают многоцелевые станки, предназначенные для комплексной обработки корпусных заготовок с четырех сторон без переустановки.
Широкоуниверсальные фрезерные станки могут работать с горизонтальным, наклонным или вертикальным расположением одного или двух шпинделей при обработке средних по величине деталей различной формы. Эти станки оснащают большим набором принадлежностей: угловыми и круглыми столами, тисками, делительными головками и столами, быстропроходными головками и т.п.
Стол станка имеет размеры от 200 х 500 мм (мод. 675) до 400 х 1600 мм (мод. 6М83Ш). Станки находят применение в условиях единичного и серийного производства.
Разные станки фрезерной группы включают в себя металлорежущее оборудование, предназначенное для обработки конкретных заготовок или видов поверхностей: резьбофрезерные, шпоночно-фрезерные, шлицефрезерные, а также станки для обработки шлицов корончатых гаек, канавок спиральных и центровочных сверл, канавок шпоночных и дисковых фрез, плоскостей слитков и т.д.
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 941; Нарушение авторских прав?; Мы поможем в написании вашей работы!