КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
А - с прямолинейной спинкой; б - с криволинейной спинкой; в - с канавкой удлиненной формы
|
|
|
|
ФОРМЫ И РАЗМЕРЫ ЗУБЬЕВ И СТРУЖЕЧНЫХ КАНАВОК. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗУБЬЕВ. ПРОВЕРОЧНЫЕ РАСЧЕТЫ ПРИ ПРОЕКТИРОВАНИИ ВНУТРЕННИХ ПРОТЯЖЕК.
Работоспособность протяжки во многом зависит от выбранной формы зубьев и размеров стружечных канавок. Зубья протяжки должны удовлетворять следующим основным требованиям:
1. обеспечивать возможно большее количество переточек;
2. иметь определенный запас прочности и тем самым противостоять действующим на него силам;
3. иметь геометрию, при которой обеспечивается наибольшая стойкость протяжки;
4. форма и размеры стружечной канавки должны обеспечивать завивание стружки в плотный виток, а объем канавки должен быть достаточным для свободного размещения стружки, срезаемой за время контакта зуба с заготовкой.
Увеличение размеров зубьев и стружечных канавок ограничивается допустимыми значениями длины протяжки и ее прочностью.
На рис. 39 показаны профили зубьев и стружечных канавок, на-щедшие наибольшее применение на практике: с прямолинейной (а) и криволинейной спинками (б), с канавкой удлиненной формы (в).
Зубья с прямолинейной спинкой проще в изготовлении, но с точки зрения условий завивания и размещения стружки уступают форме с криволинейной спинкой. Они используются в основном у протяжек с одинарной схемой резания при обработке сталей и хрупких материалов (чугун, бронза и др.).
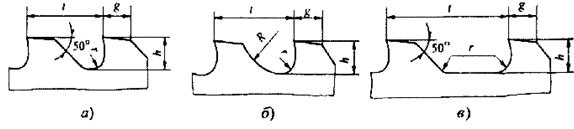
Рис. 39. Профиль режущих зубьев и стружечных канавок протяжек:
При обработке стали и других пластичных металлов протяжками с групповой схемой резания, когда снимаются толстые стружки, рекомендуется использовать зубья с криволинейной спинкой, плавно сопрягающейся с передней поверхностью зуба.
|
|
|
Удлиненную форму стружечной канавки рекомендуется применять при обработке глубоких отверстий и при отношении h /t ≤ 0,35.
Основные размеры зубьев и стружечных канавок с прямолинейной и криволинейной спинками ориентировочно можно определить по следующим соотношениям:
h = (0,35...0,40)d; r = (0,50...0,55)h; g = (0,30...0,35)t; R = (0,65…0,80)t, а для стружечных канавок удлиненной формы:
h = (0, 5...0,20)d; r = 0,5h; g = (l,5...1,6) ,
,
где h – глубина канавки; t –шаг зубьев; g – длина задней грани зуба; r и R – радиусы закруглений; d – диаметр протяжки.
Значение h уточняется при проверке канавок на помещаемость стружки.
Поверхности канавок рекомендуется полировать в целях улучшения завивания стружки и легкого освобождения от нее после прекращения процесса резания.
Передний угол γ выбирается в зависимости от обрабатываемого материала. Так, для сталей разных групп обрабатываемости γ = 10...20°, для чугунов разной твердости у = 4...10°, для алюминия и меди у = 12...15°.
Учитывая, что зубья внутренних протяжек перетачиваются только по передней поверхности и при переточке их диаметр уменьшается, на черновых зубьях задний угол α = 3°, на чистовых α = 2°, а на калибрующих α = 0...10. Эти значения задних углов значительно меньше оптимальных, в результате чего снижается стойкость инструмента. Однако увеличивать их нельзя, так как это привело бы к быстрой потере размера протяжки при переточках.
Одним из важных этапов проектирования внутренних протяжек является проверка канавок на помещаемость снимаемой стружки. Это объясняется тем, что стружка, образуемая в процессе протягивания, не имеет свободного выхода. Она должна скручиваться в форме валика, диаметр которого приблизительно равен высоте зуба (глубине канавки) h. Отсюда необходимый и достаточный объем канавки определяется из соотношения объемов канавки Vк и стружки Vстр. Величина этого отношения называется коэффициентом заполнения канавки.
К = VK/VСТР
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 815; Нарушение авторских прав?; Мы поможем в написании вашей работы!