КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Диаграмма разброса (рассеяния)
|
|
|
|
Методы статистического регулирования
Многие современные методы математической статистики довольно сложны для широкого применения всеми участниками процесса управления качеством.
Поэтому японские ученые предложили из всего множества семь простых и наглядных методов, которые можно эффективно использовать без специальной математической подготовки.
Это следующие методы:
• контрольный листок;
• гистограмма;
• диаграмма разброса;
• диаграмма Парето;
• стратификация (расслоение);
• диаграмма Исикавы (причинно-следственная диаграмма);
• контрольная карта.
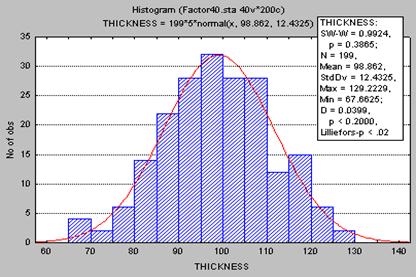
Гистограмма

• Принцип Парето (диаграмма Парето)
позволяет выявить основные причины, связанные с проблемами качества. Было показано, что подавляющее число дефектов и связанных с ними потерь возникает из-за относительно небольшого числа причин.
Проблемы качества можно разделить на 2 группы:
• -немногочисленные, но существенно важные;
• -многочисленные, но несущественные.
Не всегда работа должна быть выполнена как можно лучше. Часто вполне достаточно, когда результат получается удовлетворительным. Стратификация (расслаивание)
Один из наиболее эффективных статистических методов, широко используемых в системе управления качеством,
В соответствии с этим методом проводят расслаивание статистических данных, т.е. группируют данные в зависимости от условий их получения и производят обработку каждой группы данных в отдельности.
Данные, разделенные на группы в соответствии с их особенностями, называют слоями (стратами), а сам процесс разделения на слои – расслаиванием (стратификацией).
Разные отличия могут быть факторами расслаивания. В производственных процессах часто используется метод 5М, учитывающий факторы, зависящие от человека (man), машины (machine), материала (material), метода (method), измерения (measurement).
|
|
|
Расслаивание может осуществляться по следующим критериям:
• по исполнителям: по квалификации, полу, стажу работы и т.д.;
• по машинам (оборудованию): по новому и старому оборудованию, марке, конструкции, производителю и т.д.;
• по материалу: по месту производства, партии, качеству сырья и т.д.;
• по способу производства: по температуре, технологическому приему, месту производства и т.д.;
• по измерению: по методу измерения, типу измерительных средств и их точности и т.д.
Дальнейшие улучшения не всегда оправданы.
Универсальный принцип, сформулированный итальянским экономистом и социологом Вильфредо Парето в 1897 г., позднее исследовал англичанин Ричард Кох. Результаты анализа Коха отражены в книге “Принцип 20/80: секреты достижения больших результатов при затрате меньших усилий”..
Стратификация (расслаивание)
Один из наиболее эффективных статистических методов, широко используемых в системе управления качеством,
В соответствии с этим методом проводят расслаивание статистических данных, т.е. группируют данные в зависимости от условий их получения и производят обработку каждой группы данных в отдельности.
Данные, разделенные на группы в соответствии с их особенностями, называют слоями (стратами), а сам процесс разделения на слои – расслаиванием (стратификацией).
Разные отличия могут быть факторами расслаивания. В производственных процессах часто используется метод 5М, учитывающий факторы, зависящие от человека (man), машины (machine), материала (material), метода (method), измерения (measurement).
Расслаивание может осуществляться по следующим критериям:
• по исполнителям: по квалификации, полу, стажу работы и т.д.;
• по машинам (оборудованию): по новому и старому оборудованию, марке, конструкции, производителю и т.д.;
|
|
|
• по материалу: по месту производства, партии, качеству сырья и т.д.;
• по способу производства: по температуре, технологическому приему, месту производства и т.д.;
• по измерению: по методу измерения, типу измерительных средств и их точности и т.д.
• Диаграмма Исикавы
• В 1953 г. профессор Токийского Университета Каору Исикава, обсуждая проблему качества на одном заводе, суммировал мнение инженеров в форме диаграммы причин и результатов.
• Когда диаграмму начали применять на практике, она оказалась весьма полезной и скоро стала широко использоваться во многих компаниях Японии, получив название диаграммы Исикавы.
•
• Она была включена в японский промышленный стандарт (J I S) на терминологию в области контроля качества и определяется в нем следующим образом: диаграмма причин и результатов - диаграмма, которая показывает отношение между показателем качества и воздействующими на него факторами.
• Это очень практичный инструмент для анализа причин, приводящих к определенному результату.
|
|
|
|
|
Дата добавления: 2013-12-14; Просмотров: 918; Нарушение авторских прав?; Мы поможем в написании вашей работы!