КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема 2.3 Понятие и структура производственного цикла
Тема 2.2. Производственный процесс, его содержание.
ВОПРОС №2. Типы производства, их характеристика.
ВОПРОС №1. Понятие производственной структуры предприятия.
К производственным предприятиям относятся: заводы, шахты, карьеры, порты и т.д.
Производственная структура:
1) определяется размером предприятия;
2) отраслью производства;
3) уровнем технологии и специализации.



Производственная структура включает:
 |
Первичным звеном производственной структуры служит рабочее место - зона нахождения работника, предметов и средств его труда.
Может быть:
· простым - один рабочий обслуживает одну единицу оборудования;
· многостаночным - один рабочий обслуживает несколько единиц оборудования;
· комплексным - группа рабочих обслуживает один агрегат.
Следующее звено – участок.
Производственный участок - представляет собой - группу рабочих мест, на которых осуществляется часть производственного процесса.
Цех – основное звено производственной структуры.
Различают цехи основного производства, вспомогательные цехи и обслуживающие хозяйства.
Задача основных цехов - изготовление продукции предприятия, подразделяются на заготовительные, обрабатывающие и сборочные.
Задача вспомог. цехов – обеспечить материально-техническое обслуживание основных цехов, занимаются изготовлением инструментальной оснастки, производством запчастей для заводского оборудования.
К вспомогательным относятся инструментальные и ремонтные цехи.
Подсобные цехи осуществляют добычу и обработку вспомогательных материалов (например, тарный цех изготавливает тару для упаковки).
Побочные цехи – изготавливают продукцию из отходов производства.
К обслуживающим хозяйствам относятся следующая инфраструктура предприятия: склады, транспортные подразделения, подразделения сервисного обслуживания, подразделения социальной инфраструктуры (проводят мероприятия по технике безопасности, медицинскому обслуживанию, организации отдыха, охраны труда).
Тип производства - классификационная категория производства, различаемая по технико-экономическим признакам.
Каждый тип производства характеризуется широтой номенклатуры, регулярностью объема выпуска изделий, типом применяемого оборудования, квалификацией работников, трудоемкостью операций и длительностью производственного цикла.
Существуют следующие типы производства: единичное, серийное (мелкосерийное, среднесерийное, крупносерийное) и массовое.
Таблица: Технико – экономическая характеристика типов производства.
| Типы производства | |||
| Единичное | Серийное | Массовое | |
| Номенклатура | Неограниченная | Ограничена | Одно, два изделия |
| V выпуска | Малый (в единичных экземплярах) | Серийный (партиями) | Большой |
| Повторяемость выпуска | Не повторяется | Периодически повторяется партиями (сериями) | Постоянно повторяется |
| Применяемое оборудование | Универсальное | Универсальное, специальное | Специальное |
| Расположение оборудования | Групповое | Групповое, цепное | Цепное |
| Специализация рабочих мест, закрепление операций за рабочими местами | Не закреплены | Закреплены отдельные операции | Узкая специализация рабочих мест, за каждым рабочим местом закреплена одна операция |
| Квалификация рабочих | Применяется труд высококвалифицированных рабочих | Средняя квалификация | Невысокая квалификация |
| Вид движения деталей по операциям | Последовательный | Параллельно-последовательный | Параллельный |
| Длительность ПЦ, трудоемкость изделий | Существенная | Незначительная | Минимальная |
| Себестоимость продукции | Высокая | Средняя | Небольшая |
В зависимости от характера и масштаба выпуска продукции ПП могут быть простыми и сложными.
ПП включает в себя как технологические, так и нетехнологические процессы.
Технологические – процессы, в результате которых изменяются формы, размеры, свойства предметов труда (например, сварка).
Нетехнологические – процессы, которые не приводят к изменениям форм, размеров, свойств предметов труда (транспортировка).
В зависимости от того, какой продукт является результатом производства ПП делят на основные, вспомогательные и обслуживающие.
Основной ПП – процесс, в результате которого исходное сырье и материалы превращаются в готовую продукцию.
Вспомогательный ПП – процесс по ремонту оборудования, изготовлению инструмента, запасных деталей.
Обслуживающий ПП – процесс труда, в результате которого никакой продукции не создается (транспортные, складские операции).
Основной ПП делится на 3 стадии:
1) Заготовительная – включает в себя процессы изготовления литых, кованых и других заготовок деталей;
2) Обрабатывающая – процессы механической, термической и иной обработки деталей;
3) Сборочная – является заключительная фазой основного ПП (собираются машины).
Различают:
1) Поточный;
2) Партионный;
3) Единичный методы организации ПП.
Наиболее совершенным методом считается поточный, который организован в виде поточной линии, наиболее важными параметрами которой выступают – такт и темп потока.
Формы организации производства в отрасли
1. Сущность, формы и показатели концентрации производства.
2. Сущность, формы и показатели специализации производства.
3. Сущность кооперирования: формы и показатели.
4. Сущность, формы и показатели комбинирования производства.
Литература: Загородников С.В. Экономика отрасли (машиностроение): стр.29-стр.43
ПЦ – представляет собой период времени изготовления изделий с момента запуска исходных материалов в производство до получения готовых изделий.
Структура ПЦ включает время выполнения основных, вспомогательных операций и перерывов в изготовлении изделий.
Тц=То+Тв+Тп
Ттехн – время выполнения основных операций;
Тв - время выполнения вспомогательных операций;
Тп - время перерывов.
Время выполнения основных операций включает:
- время заготовки;
- время обработки;
- время сборки изделий.
Время вспомогательных операций включает:
- время сортировки, упаковки;
- время транспортировки готового изделия и т.д
Время перерывов включает:
- перерывы, связанные с режимом работы на предприятии (нерабочие дни (смены), обеды);
- перерывы, связанные с орг-тех. причинами - отсутствие элек/энергии, материала, поломка оборудования.
Процесс изготовления деталей предполагает осуществление одной или нескольких операций.
При расчете длительности ПЦ используется один из трех видов передачи деталей с одной операции на другую.
1). Последовательный вид движения – характеризуется тем, что каждая последующая операция начинается лишь тогда, когда на предыдущей операции закончится обработка всех деталей партии. Каждая операция повторяется столько раз, сколько деталей в партии (n раз).
m t i
Тц(посл.)=nå ci , мин
i =1
Где, n - число деталей в партии; m - число операций обработки деталей; ti - время выполнения каждой операции, мин.; ci-число рабочих мест.
Применяется в мелкосерийном и единичном производстве.
2). Параллельный вид движения – характеризуется тем, что передача деталей на последующую операцию осуществляется поштучно или транспортной партией сразу после обработки на предыдущей операции.
m t i t max
Тц(парал)=På ci + c max (n-p), мин
i =1
Где, p - размер транспортной партии;
t max – время выполнения наиболее продолжительной операции, мин;
c max - число рабочих мест на наиболее продолжительные операции.
Применяется в массовом и крупносерийном производстве.
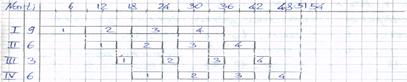
3). Параллельно-последовательный вид движения – характеризуется тем, что передача деталей на последующую операцию осуществляется по мере их обработки на предыдущей операции поштучно или транспортной партией, при этом время выполнения смежных операций частично совмещается так, что партия изделий обрабатывается на каждой операции без перерывов.
ti
Тц (парал-посл) = åci +åS+tкон(n-р), мин
Где, tкон - время выполнения конечной операции
S- смещение между смежными операциями в силу их различной продолжительности, когда tn<tn-1
S=(tб-tм)(n-1), мин
Где, tб,tм - соответственно большее и меньшее время на смежных операциях
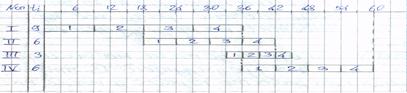
Задача: Требуется обработать партию из четырех деталей п=4, при трех способах передачи деталей:число операций обработки m=4; норма времени по операциям: t1=9 мин., t2=6 мин., t3=3 мин., t4=6 мин.
Проведите требуемые расчеты, постройте графики.
Решение:
1) Тц(посл.)=4*(9+6+3+6)=96 мин.
2) При р=1, Тц(парал.)=24+9*(4-1)=51 мин.
3) S1-2 =(9-6)(4-1)=9 мин
S2-3 =(6-3)(4-1)=9 мин Тц(парал.-посл.) =24+18+6(4-1)= 60 мин.


 | ||
 |

Задача:
Рассчитайте длительность ПЦ обработки партии деталей в 300 штук, при трех видах движения деталей, выбрать оптимальный.
Длительность операций составляет: tr=8, t2=6, t3=15, t4 =25, t5 =18, t6=9, t7=2мин.
Третья и четвертая операции выполняются на пяти станках, пятая и шестая на трех, каждая их остальных на одном.
Передаточная партия 50 штук.
|
|
Дата добавления: 2013-12-13; Просмотров: 319; Нарушение авторских прав?; Мы поможем в написании вашей работы!