КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Конструкции установок
|
|
|
|
Индукторы для сквозного нагрева имеют многовитковый индуктирующий провод из медной трубки прямоугольного сечения, тепловую изоляцию, направляющие для заготовок и конструктивные элементы, обеспечивающие крепление всего индуктора и его частей, подвода воды и тока. Индуктирующий провод изолируется путем обмотки стеклолентой и пропитки кремнийорганическим лаком.
Типичная конструкция цилиндрического индуктора показана на рис.5. Индуктирующий провод 1, снабженный колодками 2 и штуцерами 3 для подвода тока и воды, залит жаростойким бетоном. Внутренняя часть бетона 6 выполняет роль теплоизоляции, а наружная часть 4— роль конструктивного элемента. В заливке предусматриваются пазы 5 для размещения направляющих и пазы 7 — для установки и центровки индуктора. Витки залитого индуктора имеют электрическую изоляцию и наматываются с зазором для затекания бетона, что обеспечивает прочность конструкции. Недостатками такого исполнения являются значительные тепловые потери и низкая ремонтопригодность индуктора. Более высокий КПД имеют индукторы с двухслойной изоляцией:
из листового асбеста или кремнеземистых волокнистых материалов и из жароупорных гильз (пластин — для овальных или щелевых индукторов) из шамота либо карборунда. Индуктирующий провод в таких индукторах крепится с боков деревянными или текстолитовыми брусьями, а с торцов—асбоцементными плитами. Используется также крепление провода путем обмотки его снаружи стеклотканью с пропиткой эпоксидным компаундом. Наиболее распространенный тип индуктора для сквозного нагрева — соленоидный многовитковый. Индукторы как нагревательные устройства имеют специфические особенности, заключающиеся в следующем:
|
|
|
1. Форма индуктора определяется формой нагреваемой заготовки или технологическими соображениями, но основным принципом при определении его размеров и формы является минимизация зазора между индуктором и деталью.
2. Индукторы изготавливаются из меди, то есть из немагнитного материала с высокой электропроводностью.
3. Индукторы в большинстве случаев изготовляются многовитковыми.
4. Индукторы в большинстве своем изготовляются водоохлаждаемыми. Медная трубка применяется профилированная, что уменьшает потери в индукторе и среднюю величину воздушного зазора по сравнению с круглой трубкой. Для индукторов, работающих на промышленной частоте, наиболее рациональна трубка со смещенным отверстием у которой толщина внутренней стенки не зависит от размера профиля и равна глубине проникновения тока в медь.
Для обеспечения жесткости катушки 1 индуктора чаще всего применяют ее стяжку между торцовыми асбоцементными плитками 2. Иногда вместо этого используют крепление витков индуктора к продольным текстолитовым, гетинаксовым или деревянным брускам с помощью припаянных к виткам снаружи латунных шпилек. Между катушкой индуктора и нагреваемой загрузкой размещаются электрическая и тепловая изоляция индуктора 3. Чем меньше зазор между индуктором и загрузкой, тем выше электрический к. п. д., однако из-за малой толщины теплоизоляции уменьшается тепловой к. п. д.
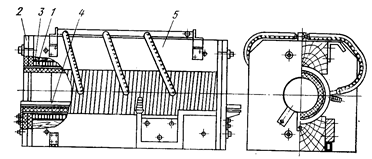
Рис.5. Конструкция индуктора
Чем выше температура нагрева и, соответственно, относительно больше тепловые потери, тем большим принимается зазор между индуктором и загрузкой. Для нагрева стали отношение диаметра индуктора к диаметру загрузки колеблется от 1,4 до 1,8.
Тепловая изоляция, снижая тепловые потери, должна одновременно уменьшить температуру электрической изоляции индуктора до допустимой величины. Тепловая и электрическая изоляции индуктора должны надежно работать при имеющих место больших температурных перепадах по толщине, частых теплосменах, высоких скоростях нагрева и остывания.
|
|
|
Витки индуктора, работающего на промышленной частоте, испытывают значительные электродинамические усилия, вызывающие их вибрацию. Особенно велика вибрация индуктора для нагрева крупных прямоугольных слитков. Крепление индуктора, его электро- и теплоизоляция в этих случаях должны выбираться с учетом вибрационных нагрузок.
Электрическая изоляция индуктора обычно выполняется путем покрытия витков лаком по голой меди с последующей обмоткой каждого витка стеклолентой или микалентой, пропиткой и запечкой кремнийорганическим лаком.
Когда крепление индуктора выполнено стяжкой между торцовыми плитами, допустимы прокладка между витками колец из электроизоляционного твердого материала и последующая обмотка стеклолентой одновременно всех витков.
Наиболее надежная электрическая изоляция индуктора достигается заливкой всего индуктора в эпоксидный компаунд. Перед заливкой прокладками из стеклоткани, стекломиканита или стеклотекстолита фиксируются нужные зазоры между витками.
Тепловая изоляция индуктора зависит от рабочей температуры. При нагреве заготовок до 300° С достаточно на внутреннюю поверхность индуктора наклеить слой асбестового полотна.
При нагреве до 300—500° С, например, перед обработкой давлением алюминия, применяются асбоцементные трубы. Нагрев в диапазоне 500—900° С ведут в индукторах с теплоизоляцией из шамотных колец или асбокерамических труб. Для диапазона 11100—1250° С (нагрев стали, жаропрочных сплавов и др.) в качестве огнеупорной части теплоизоляции часто применяют шамотные втулки, а между индуктором и втулкой прокладывают слой асбестового полотна или картона.
Наиболее удобно для этого диапазона температуры использовать жаростойкие бетоны. Они более прочны и долговечны, чем шамотные втулки. Бетон изготавливается на основе тонкомолотого магнезита, шамотного заполнителя, кремнефтористого натрия и жидкого стекла. Футеровка из бетона может выполняться путем набивки в зазор между индуктором и шаблоном, обмазки индуктора изнутри, изготовлением втулок нужных размеров и, наконец, заливкой предварительно изолированного индуктора целиком в бетон. Последнее наиболее эффективно. В этом случае упрощается конструкция индукционного нагревателя, надежно за- щищается электрическая изоляция, достигается высокая жесткость индуктора, что особенно существенно в установках промышленной частоты для гашения вибраций.
|
|
|
При нагреве до 2000—2500° С можно применять графитовую засыпку, углеткани, специально располагаемые в магнитном поле индуктора молибденовые или вольфрамовые экраны. Находящиеся в индукторе направляющие 4, по которым перемещаются заготовки, выполняются из немагнитной стали. Они представляют собой две трубы или листовой желоб. Часто направляющие делают водоохлаждаемыми. Это повышает срок их службы, однако увеличивает общие тепловые потери и ухудшает равномерность нагрева заготовок.
В установках промышленной частоты обычно применяются внешние магнитопроводы для защиты от внешнего магнитного поля механизмов и каркаса 5 с декоративным кожухом, в кото-ром установлен индуктор. Магнитопроводы одновременно используют для крепления индуктора и придания жесткости всей конструкции индукционного нагревателя.-
Индукторы для сквозного нагрева всегда изготовляются многовитковыми и представляют для воды, протекающей через них, большое гидравлическое сопротивление. Для того чтобы обеспечить необходимое для охлаждения индуктора количество воды при заданном давлении на входе, требуется выбрать соответствующее внутреннее сечение трубки. Его можно определить расчетным путем по известному количеству тепла, которое должно быть отведено водой. Индуктор нагревается током, проходящим по нему, и теплом, теряемым нагреваемой заготовкой через тепловую изоляцию. Полное количество тепла, нагревающего индуктор,

где PT — полезная мощность в заготовке;  — полный к. п. д. индуктора.
— полный к. п. д. индуктора.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 694; Нарушение авторских прав?; Мы поможем в написании вашей работы!