КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сборка зубчатых передач
|
|
|
|
В технологическом оборудовании применяются зубчатые передачи 7, 8, 9 и 10-й степени точности, которая задается в зависимости от скорости вращения и типа передачи. В зависимости от рабочей скорости различают тихоходные (окружная скорость до 3 м/с); среднескоростные (окружная скорость 3—5 м/с); быстроходные (окружная скорость свыше 15 м/с) зубчатые передачи. При скорости вращения v = 6—10 м/с применяют прямозубые колеса 7-й или косозубые 8-й степени точности, при v = 2 м/c — прямозубые колеса 9-й степени точности, а в тихоходных передачах — колеса 10-й степени точности.
К зубчатым колесам, поступающим на сборку, и зубчатым передачам предъявляются следующие требования:
— точность изготовления зубчатых колес должна соответствовать требованиям государственных и отраслевых стандартов;
— биение колес (радиальное, торцовое) должно находиться в пределах, установленных техническими условиями для данной передачи;
— зубья колес при контроле на краску должны иметь поверхность контакта, составляющую не менее 0,3 длины и 0,6—0,7 высоты зуба;
— между зубьями колес должен быть зазор, величина которого определяется степенью точности передачи;
— оси валов под зубчатые колеса должны быть взаимно параллельны (для цилиндрической передачи) или взаимно перпендикулярны (для конической зубчатой передачи) и лежать в одной плоскости.
Сборка цилиндрических зубчатых передач. Технологический процесс сборки зубчатой передачи включает в себя следующие основные операции: сборку зубчатого колеса, если в собираемой конструкции предусмотрена установка составных зубчатых колес; установку и закрепление зубчатых колес на валах; монтаж валов с зубчатыми колесами в корпусе; проверку и регулировку зацепления; контроль
|
|
|
Сборка составного зубчатого колеса включает на-прессовку зубчатого венца 1 (рис. 6.33) на ступицу 2 до упора в бурт, обеспечивающего фиксацию венца в осевом направлении относительно диска ступицы, и фиксацию венца от поворота вокруг оси ступицы с помощью стопорных винтов 3 (рис. 6.33, а) или презонных болтов 4 (рис. 6.33, б).
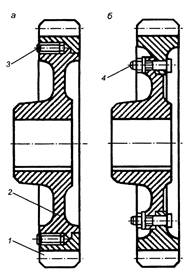
Рис. 6.33. Составное зубчатое колесо с фиксацией зубчатого венца стопором (а) или болтами (6): 1 — зубчатый венец; 2— ступица; 3 — стопорный винт; 4 — болт
Собранная зубчатая передача должна быть испытана на холостом ходу и под нагрузкой и обеспечивать плавность и бесшумность работы, а также умеренный нагрев подшипниковых опор.
Во избежание перекоса и облегчения напрессовки зубчатый венец рекомендуется нагревать в масляной ванне или токами высокой частоты до 150 °С и вначале закреплять его на диске ступицы временными болтами, диаметр которых должен быть меньше диаметра постоянных болтов 4.
После этого проверяют биение зубчатого венца и по результатам проверки при необходимости контролируют его положение относительно ступицы, например, проточкой торцовой поверхности диска ступицы или сопрягаемой с ней поверхности зубчатого венца. При обеспечении требуемой точности его установки последовательно заменяют все временные болты постоянными, затягивая их динамометрическим ключом. После установки постоянных болтов или стопорных винтов окончательно проверяют радиальное биение зубчатого венца.
Установка зубчатых колес. Зубчатые колеса устанавливают на валы с помощью пресса и специальных приспособлений. Эту операцию выполняют также с тепловым воздействием на детали, нагревая колесо или охлаждая вал. Посадочные поверхности шейки вала и отверстия в зубчатом колесе не должны иметь дефектов в виде забоин, трещин и т.п.
Кроме искажения профиля зубчатого венца, типичными дефектами сборки являются: качание зубчатого колеса на шейке вала (рис. 6.34, а), радиальное (рис. 6.34, б) и торцовое (рис. 6.34, в) биения зубчатого колеса; неплотное прилегание его торца к упорному буртику вала (рис. 6.34, г). Радиальное биение зубчатого колеса проверяют индикаторами по диаметру начальной окружности, а торцовое — по торцовой поверхности. Для проверки вал с зубчатым колесом устанавливают на призмах или в центрах.
|
|
|
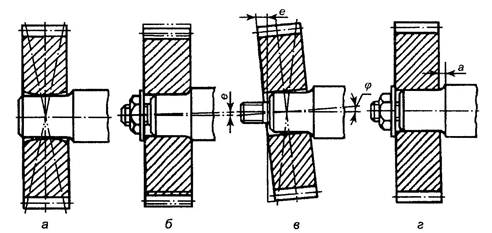
Рис. 6.34. Погрешности установки зубчатого колеса на валу: а — качание на шейке вала; б — радиальное биение; в — торцовое биение; г — неплотное прилегание к упорному буртику
Радиальное и торцовое биение колеса проверяют с помощью индикаторного приспособления (рис. 6.35). Вал 5 с зубчатым колесом 4 устанавливают в центрах приспособления. Поворачивая от руки вал и перекладывая контрольный валик 3 по впадинам зубьев, с помощью индикатора определяют радиальное биение зубчатого венца, равное разнице в показаниях индикатора в пределах полного оборота колеса. Далее, к торцу обода зубчатого колеса подводят ножку индикатора 1 и, поворачивая колесо, определяют его торцовое биение. Если оно больше допускаемого, то колесо переустанавливают на валу с поворотом относительно его оси на некоторый угол (при установке колеса на шлицах) и повторяют проверку биения. Эта операция может повторяться многократно для выявления положения колеса, при котором его биение минимально.
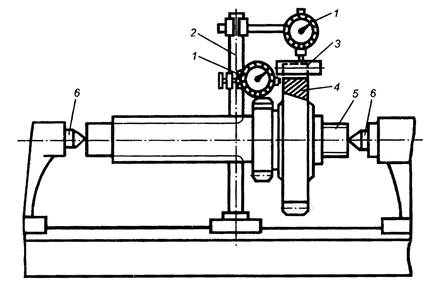
Рис. 6.35. Схема приспособления для измерения радиального и осевого биения зубчатого колеса: 1 — индикатор; 2 — индикаторная стойка; 3 — валик контрольный; 4 — контролируемое зубчатое колесо; 5 — вал; б — центр
Контрольный валик 3 имеет диаметр, равный 1,68m (где m — модуль), что обеспечивает касание валика по начальной окружности колеса. Обычно радиальное биение для колес 7-й степени точности допускается 0,03—0,08 мм, а торцовое биение — 0,04—0,08 мм на 100 мм диаметра колеса.
На условия работы зубчатых колес существенно влияет расположение ведущего и ведомого валов в корпусе. Для обеспечения геометрически правильного зубчатого зацепления оси валов должны быть взаимно параллельными (рис. 6.36). Расстояние L (мм) между ними
L = m(z1 + z2)/2,
где m — модуль колес, мм; z1 и z2 — число зубьев соответственно на ведущем и ведомом колесах.
|
|
|
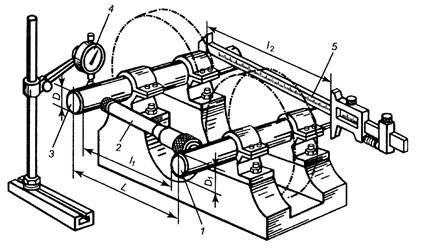
Рис. 6.36. Схема контрольного приспособления: 1, 3 — оправки; 2 — штихмас; 4— индикатор; 5 — штангенциркуль; D, D1—диаметры оправок;Ɩ1, Ɩ2 — расстояния между оправками; L — межосевое расстояние
Межосевое расстояние может быть больше (но не меньше) расчетного (номинального) значения на величину ΔL = am (мм) (раздвижка осей), где а — числовой коэффициент, который в зависимости от окружной скорости и межосевого расстояния находится в пределах 0,015—0,04. Меньшие значения коэффициента а соответствуют более высоким окружным скоростям и небольшим межосевым расстояниям (50—200 мм).
Зная разницу в расстояниях L1 и L2 между осями отверстий, измеренных в двух плоскостях при расстоянии t (мм) между ними (рис. 6.37), определяют непараллельность осей между собой.
Разность значений межосевого расстояния на длине 1 м не должна превышать допуска на раздвижку осей, т.е.
L1 - L2=Δ Lt/1000
Измеряя, например, в тех же плоскостях, с помощью индикатора 4 (см. рис. 6.36) расстояния от основания корпуса до осей отверстий, определяют угол скрещивания осей.
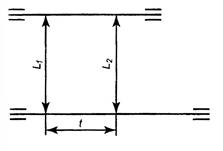
Рис. 6.37. Схема проверки параллельности осей валов: L1 L2 — межосевые расстояния между валами; t— расстояние между плоскостями измерений
Если расстояние между осями зубчатых колес меньше или больше допускаемого, то этот дефект устраняется при соответствующей конструкции узла выпрессовкой неправильно запрессованных втулок и последующей запрессовкой и расточкой новых втулок. Для обеспечения требуемого межосевого расстояния иногда необходима расточка отверстия новой втулки эксцентрично ее наружной поверхности.
Проверка бокового и радиального зазоров между зубьями. При монтаже зубчатых передач необходимо обеспечить определенный боковой зазор в зацеплении, правильный контакт зубьев по боковым поверхностям и радиальный зазор во впадинах зубьев.
Боковой зазор необходим для создания нормальных условий смазки зубьев, компенсации погрешностей изготовления, монтажа и температурной деформации элементов передачи. При недостаточном зазоре температурные деформации зубчатых колес в радиальном направлении вызывают выдавливание смазки и быстрое изнашивание зубьев, дополнительное нагружение подшипников и изгиб валов. Это проявляется в виде более интенсивного шума, создаваемого зубчатой передачей (гудение, скрип). При увеличенном боковом зазоре взаимодействие зубьев носит более динамичный (ударный) характер, что может быть причиной их быстрого изнашивания или поломки.
|
|
|
Допускаемая величина зазоров зависит от модуля и степени точности зубчатых колес. Зубчатые колеса необходимо заменять при боковом зазоре Δб = b'm, где b '— коэффициент, учитывающий допустимый износ зубьев колес; b' = 0,15—0,25 для колес 7-й и 8-й степеней точности; b'= 0,2—0,4 для колес 9-й и 10-й степеней точности; в исключительных случаях для тихоходных колес допускается b' = 0,5.
Боковой зазор между зубьями измеряют непосредственно щупом, через угол поворота одного из зубчатых колес в пределах бокового зазора или с помощью свинцовой проволоки.
В первом случае шестерни прижимают поверхностями зубьев друг к другу, как показано на рис. 6.38, и щупом измеряют образовавшийся зазор Δб между их свободными боковыми поверхностями. При отсутствии свободного доступа к торцам зубьев для измерения бокового зазора щупом, применяют второй способ. В этом случае одно из зубчатых колес стопорят (рис. 6.39), а на валу другого колеса закрепляют рычаг 1, который контактирует со штоком индикатора 2, закрепленного на корпусе К редуктора.
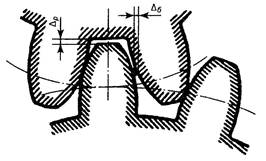
Рис. 6.38. Схема расположения радиального (Др) и бокового (Дб) зазоров в цилиндрической зубчатой передаче
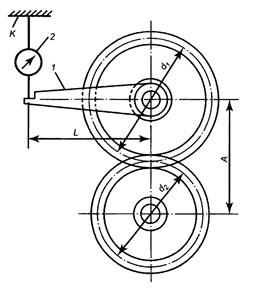
Рис. 6.39. Схема измерения бокового зазора индикаторным устройством: 1 — рычаг; 2 — индикатор
Поворачивая это колесо в пределах бокового зазора из одного крайнего положения в другое, определяют величину бокового зазора Δб (мм) через показание С индикатора, приведенное к радиусу начальной окружности зубчатого колеса: Δб =d1C/L, где d1—диаметр начальной окружности поворачиваемого зубчатого колеса, мм; L — длина рычага до точки контакта со штоком индикатора, мм. Достоинством этого способа является возможность измерять боковой зазор в передаче без разборки механизма.
Боковой и радиальный зазоры в зубчатой передаче можно определить также по оттиску, который получают, прокатывая свинцовую проволоку между зубьями при вращении зубчатых колес. Измеряя затем микрометром толщину деформированных участков проволоки, определяют соответствующие зазоры между зубьями. Преимуществами этого способа являются простота осуществления и высокая точность измерения зазоров, поэтому он широко применяется на практике.
Допускаемые колебания боковых зазоров указываются в технических условиях на сборку узлов после ремонта. Для передач, собранных из новых зубчатых колес, допускаются следующие зазоры:
— боковой зазор Δб = bm, где b = 0,02—0,1 — коэффициент, зависящий от окружной скорости и типа передачи;
— радиальный зазор Δр = (0,15—0,3)m.
Величины радиального и бокового зазоров зависят от точности обработки зубчатых колес и погрешности межцентрового расстояния (раздвижки осей). Например, для эвольвентной зубчатой передачи с углом зацепления 20° влияние раздвижки осей ΔL на величину бокового зазора выражается зависимостью Δб = 2ΔLsin20° = 0,684am.
Наименьший боковой зазор в зацеплении Δб = 12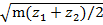
Нагревание зубчатого механизма в процессе работы сопровождается изменением диаметров зубчатых колес и расстояния между осями валов, что влияет на величину зазоров, образованных при сборке зубчатой передачи. Однако это влияние можно не учитывать, так как коэффициенты линейного расширения материалов корпуса и зубчатых колес имеют близкие значения.
Если зазор в зубчатом зацеплении не соответствует требованиям технических условий или зубчатые колеса вращаются с периодическим заклиниванием, то передачу необходимо разобрать, подогнать зубчатые колеса или заменить их новыми и снова произвести сборку.
При контроле величины зазора возможны следующие случаи.
1.Недостаточная величина зазора между зубьями. Причиной этого могут быть зубья, изготовленные полнее на одном или обоих зубчатых колесах. В этом случае необходимо колеса заменить.
2.Зазор в зубьях больше допускаемого. Это возможно, если толщина зубьев на одном или обоих зубчатых колесах меньше допускаемой или увеличено расстояние между осями зубчатых колес. Погрешности устраняются так же, как указано раньше.
3.Зазор в зубьях неравномерный. В этом случае определяется визуально наихудшее положение, например, наименьший зазор, после чего зубчатые колеса расцепляются, одно из них поворачивается на 180° и колеса снова сцепляются. Если после этого зацепление не изменилось, то причину следует искать во втором зубчатом колесе. Если же зазор стал больше, то причина — в первом зубчатом колесе, и его необходимо заменить.
4.Неравномерная толщина зубьев одного зубчатого колеса или эксцентричность осей начальной окружности зубьев или втулки зубчатого колеса.
5.Зубчатое колесо при зацеплении имеет биение по торцу зуба. Этот дефект возникает при перекосе оси отверстия колеса и легко выявляется индикатором. Если же зуб колеса зацепляется неправильно (утоплен в направлении торца) и при проворачивании колеса на 180° положение не меняется, то имеет место перекос в корпусе оси гнезда втулки, несущей вал зубчатого колеса. Эта погрешность исправляется путем запрессовки новой втулки и последующей ее расточки.
Проверка качания колес относительно вала. Зубчатые цилиндрические колеса, неподвижно установленные на валу, не должны иметь качаний (рис. 6.40), превышающих допускаемые значения относительно оси вала (угловое качание) и в проходящей через нее плоскости (боковое качание).
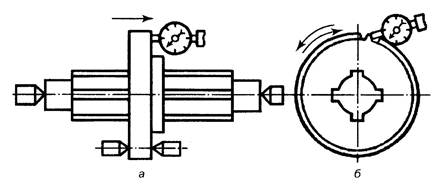
Рис. 6.40. Схема проверки качания колеса: а — в плоскости, проходящей через ось вала; б — вокруг оси вала
Допускаемая величина качания обусловлена допускаемыми значениями зазора между ступицей зубчатого колеса и валом и зазора в шпоночном или шлицевом соединении. Для колес 7-й и 8-й степеней точности допускается угловое качание не более 0,02 мм и боковое качание не более 0,05 мм на радиусе 50 мм. Оба вида качания зубчатого колеса проверяют индикаторами (см. рис. 6.40).
Для оценки качества собранного узла, кроме выполнения рассмотренных проверок, определяют мощность, необходимую для вращения вхолостую (мощность холостого хода). Для этого узел присоединяют к тарированному электродвигателю и определяют при помощи ваттметра потребляемую мощность.
Сборка конических зубчатых передач. Последовательность операций сборки узлов с коническими зубчатыми колесами и проверка собранных узлов такие же, как и при сборке цилиндрических. Конические зубчатые колеса имеют зуб переменной толщины, что усложняет их сборку. Она включает следующие работы:
— установку и закрепление зубчатых колес на валах;
— установку валов с зубчатыми колесами в корпусе;
— регулировку зубчатого зацепления с целью обеспечения требуемого зазора в передаче и плавности ее работы.
При сборке передачи необходимо установить оба сцепляемых колеса в такое положение, при котором их начальные окружности соприкасаются в одной точке (рис. 6.41), а вершины конусов и образующие конусов совмещаются, что достигается регулировкой передачи. В этом случае начальные окружности колес соприкасаются, а зазор при проворачивании колес будет равен нормальному и одинаков по всей окружности.
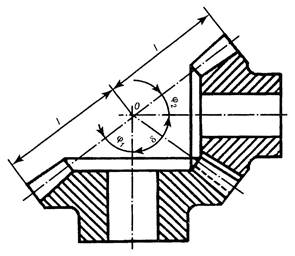
Рис. 6.41. Элементы зацепления конической зубчатой передачи: δ — межосевой угол передачи; φ1. φ2 — углы начальных конусов; Ɩ — длина образующей начального конуса
Качество сборки конической зубчатой передачи зависит от точности относительного расположения осей валов, точности изготовления и расположения зубчатых колес относительно друг друга, величин бокового и радиального зазоров, влияющих на условия контакта зубьев. Для получения правильного зацепления конических колес их оси должны быть расположены в одной плоскости. Выполнение этого условия зависит от точности расположения отверстий в корпусе механизма. При этом погрешности параметров поступающих на сборку колес не должны превышать допускаемых значений.
Собираемость конической передачи существенно зависит от фактических значений углов φ1. φ2 начальных конусов, определяющих межосевой угол δ передачи. Если оси колес не лежат в одной плоскости, то имеет место смещение δ осей (рис. 6.42, а). Допускаемое его значение зависит от степени точности и модуля т зубчатых колес. Например, для колес 8-й степени точности при m = 2—8 мм δ = (0,015—0,06)m, а для m = 8—14 мм δ = (0,02—0,015)m, то есть чем больше модуль, тем меньше значение числового коэффициента.
Смещение осей вызывается их расположением в различных плоскостях. Расстояние δ между плоскостями, в которых расположены оси зубчатых колес, можно определить при помощи контрольных оправок, концы которых срезаны вдоль оси (рис. 6.42, б). Его определяют, измеряя щупом или специальным калибром расстояние между плоскими поверхностями оправок, и полученную величину сравнивают с допускаемым смещением осей.
Перпендикулярность осей обычно проверяют при помощи контрольных оправок. В одно отверстие корпуса вставляют гладкую контрольную оправку 3 (рис. 6.42, в), а в другое — оправку 1 с наконечниками 2 и 4, рабочие поверхности которых расположены в плоскости, перпендикулярной к оси оправки. По разности зазоров между оправкой 3 и рабочими поверхностями наконечников 2 и 4, которые измеряют с помощью щупа, определяют неперпендикулярность осей.
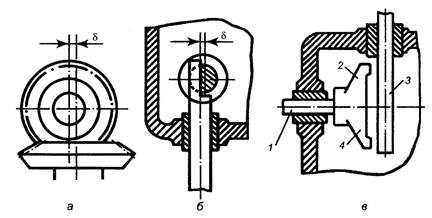
Рис. 6.42. Схемы относительного расположения и контроля элементов конической зубчатой передачи: а — непересечение осей колес; б — схема контроля смещения осей валов; в — схема контроля неперпендикулярности осей валов: 1, 3— контрольные оправки; 2,4 — наконечники
Возможные варианты относительного расположения конических зубчатых колес при несовмещении вершин их начальных конусов показаны на рис. 6.43. Совмещение вершин конусов обеспечивается перемещением вдоль своих осей при сборке одного (см. рис. 6.43, а) или обоих (рис. 6.43, б, е) зубчатых колес. Несовпадение вершин конусов ΔА (рис. 6.44) как замыкающее звено размерной цепи определяется из равенства ΔА = А1 – А2- А3 и обеспечивается за счет изменения размера А2 (толщины компенсатора 1).
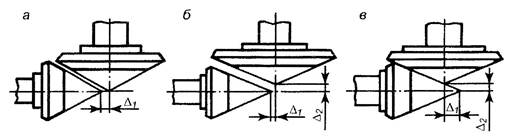
Рис. 6.43. Схемы расположения зубчатых колес при несовмещении вершин их начальных конусов в одной (а) и двух (б, в) плоскостях
Регулировка конического зацепления по рассмотренной схеме при сборке неудобна, так как связана с необходимостью разборки механизма для установки компенсатора.
Регулировку проще выполнять перемещением зубчатого колеса вместе с валом (рис. 6.45) или по неподвижному валу посредством регулировочных гаек (рис. 6.46), что не требует разборки механизма.
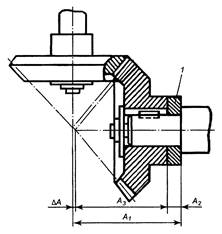
Рис. 6.44. Схема сборки зацепления конических колес с компенсатором 1
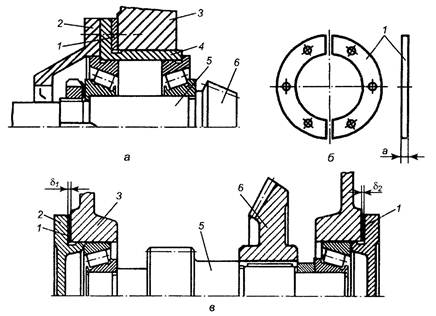
Рис. 6.45. Конструкции узлов с регулируемым положением конической шестерни: а — узел с одним компенсатором; б — конструкция компенсатора; в — узел с двумя компенсаторами: 1 — компенсатор; 2 — крышка; 3 — корпус; 4 — стакан; 5 — вал; 6 — шестерня
Если опоры вала с коническим колесом расположены в одной стенке корпуса 3 в стакане 4 (рис. 6.45, а), то их перемещение вдоль оси вала 5 обеспечивается за счет изменения толщины а компенсатора 1
Последний обычно выполняется в виде двух полуколец (рис. 6.45, б) или комплекта тонких полуколец толщиной от 0,1 до 0,8 мм. В первом случае для возможности перемещения конического колеса на заданное расстояние сошлифовывают торец компенсатора до нужной толщины, а во втором — изменяют толщину комплекта за счет количества и толщины отдельных полуколец.
Благодаря тому, что регулировочные элементы представляют собой не целые кольца, а полукольца, при вывернутых винтах они свободно вынимаются из-под фланца стакана для изменения их толщины а и устанавливаются при сборке на место без демонтажа стакана. После этого крышка 2, стакан 4 и компенсатор 1 крепятся винтами к корпусу 3 механизма.
Если опоры вала расположены в разных стенках корпуса 3, то осевое положение вала 5 с шестерней 6 регулируют изменением толщины δ1 и δ2 (рис. 6.45, в) двух компенсаторов 7, каждый из которых представляет набор тонких металлических прокладок. Этими же прокладками производится регулировка подшипников. Поэтому вначале, исходя из условия обеспечения требуемого натяга подшипников, необходимо определить общую толщину δ1 + δ2 прокладок, а затем их переустановкой с одного места на другое отрегулировать осевое положение вала с шестерней, контролируя зубчатое зацепление.
Положение шестерни 1 вдоль оси вала 2 можно регулировать с помощью двух (рис. 6.46, а) или одной (рис. 6.46, б) гаек 3. В первом случае она фиксируется относительно вала теми же гайками, а во втором — стопорным винтом 4.
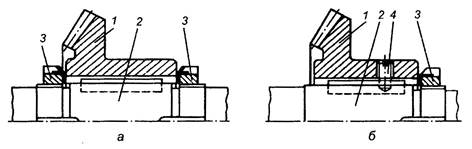
Рис. 6.46. Схемы регулирования положения конической шестерни двумя (а) или одной (б) гайками: 1 — шестерня; 2 — вал; 3 — гайка; 4 — стопорный винт
Проверка степени прилегания зубьев колес. Зацепление цилиндрических и конических колес контролируют при сборке по форме пятна контакта, обеспечивая тем самым правильность касания зубьев. Для этого зубья меньшего колеса покрывают краской и колеса приводят во вращение поочередно в одну и другую сторону, чтобы пятна краски равномерно покрыли среднюю часть боковой поверхности зубьев. После этого по отпечаткам на сопряженном зубчатом колесе судят о качестве сборки, сравнивая полученные отпечатки с установленными нормами. Покрытая пятнами площадь зависит от степени точности колеса: для передач 7-й степени точности — не менее 0,75 длины и 0,6 высоты зуба; 8-й степени — соответственно 0,6 и 0,4; 9-й степени — 0,5 и 0,3 и в передачах 10-й степени точности — 0,4 и 0,2.
Зубья 7-й и 8-й степеней точности доводят до требуемой степени прилегания боковых поверхностей приработкой и обкаткой, 9-й и 10-й степеней точности — шабрением.
Несоблюдение межцентрового расстояния, а также непараллельность и перекос осей в зубчатой передаче обуславливают неправильный контакт зубьев, что выявляют по форме и расположению пятен контакта на их рабочих поверхностях. При неправильном расположении пятен контакта зубьев цилиндрических колес следует проверить их точность, а также межцентровые расстояния и параллельность осей в корпусе.
На рис. 6.47 показана форма пятен контакта зубьев цилиндрических колес при правильном зацеплении (рис. 6.47, а) и погрешностях взаимного расположения осей (рис. 6.47, б—г).

Рис. 6.47. Расположение пятен контакта зубьев цилиндрических колес: а — при качественной сборке передачи; б — при перекосе осей колес; в — при увеличенном межосевом расстоянии; г — при уменьшенном межосевом расстоянии
По расположению пятен контакта можно установить следующие дефекты сборки цилиндрической зубчатой передачи:
1. Пятно контакта расположено с одной стороны зуба (рис. 6.47, 6). Это свидетельствует о перекосе осей колес или валов. Если положение пятна контакта не изменяется при повороте зубчатого колеса на 180°, то перекошена ось отверстий в корпусе. Для устранения этого дефекта необходимо расточить заново отверстия в корпусе, запрессовать в них втулки и расточить их под подшипники.
2. Пятно контакта расположено в верхней части зуба (рис. 6.47, в), что имеет место при увеличенном расстоянии между осями валов в корпусе. Дефект устраняется, как и в предыдущем случае.
3. Пятно контакта расположено у ножки зуба (рис. 6.47, г). Это свидетельствует о недостаточном радиальном зазоре из-за увеличенной толщины зубьев или уменьшенного межцентрового расстояния. В этом случае необходимо подобрать зубчатые колеса с меньшей толщиной зубьев или изменить, как описано выше, межцентровое расстояние.
Поверхность контакта зубьев в конической передаче меньше, чем в цилиндрической. При проверке зацепления конических передач «на краску» возможно расположение пятен контакта, как показано на рис. 6.48: а — при правильном зацеплении; б — при недостаточном зазоре между зубьями; в, г — соответственно межосевой угол больше или меньше расчетного.
Боковой зазор проверяют так же, как и в цилиндрических зубчатых передачах (щупом, свинцовой проволокой). Необходимый боковой зазор обеспечивают перемещением одного или обоих колес вдоль их осей.
Допустимые зазоры для конических колес указываются в конструкторской документации и зависят от их модуля и степени точности.
Быстроходные зубчатые передачи проверяют также на шум. Чем точнее они изготовлены и собраны, тем ниже уровень шума. Контроль осуществляется с помощью специальных приборов — шумомеров. Допускаемый уровень шума указывается в технической документации на изделие.
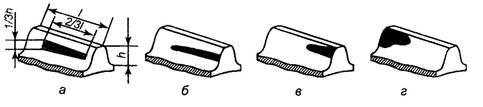
Рис. 6.48. Расположение пятен контакта при контроле «на краску» конической зубчатой передачи: а — при правильном зацеплении; б—г — при неправильном зацеплении
Сборка и регулировка червячных передач
При сборке червячных передач требуется обеспечить правильный контакт зубьев, необходимый боковой зазор в зацеплении и постоянство момента вращения червяка. Для этого, кроме изготовления с заданной точностью червяка и червячного колеса, необходимо обеспечить с допускаемыми погрешностями расстояние между их осями, перпендикулярность этих осей между собой и расположение оси червяка в средней плоскости венца червячного колеса.
Если выполнение первых двух требований зависит в основном от точности изготовления корпуса червячной передачи, то последнее может быть обеспечено только за счет качества сборки. При некачественной сборке снижается КПД, увеличиваются тепловыделение и интенсивность изнашивания червячной передачи.
Совмещением оси червяка 2 со средней плоскостью венца червячного колеса 1 достигается оптимальная форма пятна контакта их зубьев (рис. 6,49, а). На рис. 6.49, б,в изображены пятна контакта при неправильном зацеплении, т.е. при смещении колеса относительно оси червяка соответственно вправо на величину е1 или влево на е2.
Для обеспечения надежной работы червячной передачи, между витками червяка и зубьями колеса должен быть гарантированный боковой зазор. Однако он является причиной «мертвого хода» червяка, под которым понимается угол поворота червяка, при котором червячное колесо остается неподвижным. Для новых передач величина бокового зазора составляет (0,015—0,03)m, где m — торцовый модуль передачи, мм.
Боковой зазор с (мм) определяют по углу поворота червяка при закрепленном червячном колесе; с = φmk/412, где φ — угол поворота червяка; m — осевой модуль, мм; k — число заходов червяка.
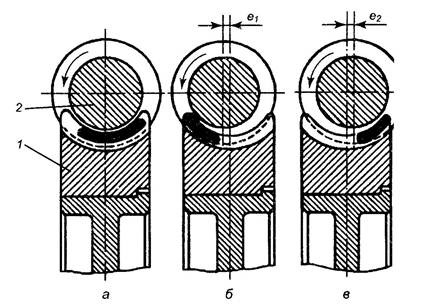
Рис. 6.49. Форма пятна контакта в червячной передаче при правильной (а) и неправильной (б, в) сборке: 1 — червячное колесо; 2 — червяк
Определяют «мертвый ход» червяка следующим образом. На вал червяка надевают градуированный диск 3 (рис. 6.50), а к одному из зубьев червячного колеса подводят индикатор 1.
Угол «мертвого хода» устанавливают по указателю 2 при покачивании червяка, причем стрелка индикатора должна оставаться неподвижной. В передачах 7-й и 8-й степеней точности «мертвый ход» червяка должен быть в пределах 8—12° при однозаходном, 4—6° при двухзаходном и 3—4° при трехзаходном червяках.
Проверка степени прилегания рабочих поверхностей червяка и червячного колеса производится «на краску». Винтовую поверхность червяка покрывают тонким слоем краски и медленно проворачивают червяк. По расположению отпечатков на колесе судят о правильности сборки передачи (см. рис. 6.49).
При наличии смещения червячного колеса 2, регулируют его положение относительно червяка 3 и одновременно натяг в подшипниках за счет изменения толщин δ1 и δ2(рис. 6.51) компенсаторов 1 (набор прокладок) аналогично, как описано выше для узла с коническими зубчатыми колесами. Выверку положения червячного колеса производят также его перемещением вдоль оси вала с помощью гаек, аналогично тому, как показано на рис. 6.46, а для конического колеса. При правильном положении червяка краска должна покрывать поверхность зуба червячного колеса не менее чем на 50—60 % по длине и высоте.
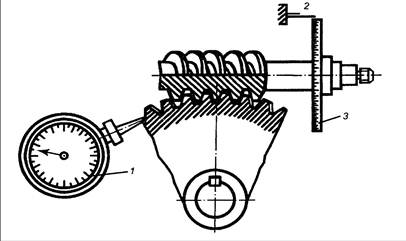
Рис. 6.50. Схема проверки мертвого хода червяка: 1 — индикатор; 2 — указатель; 3 — градуированный диск
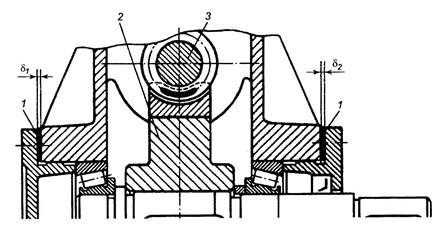
Рис. 6.51. Конструкция передачи с регулируемым положением червячного колеса:
1 — компенсаторы; 2 — червячное колесо; 3 — червяк
В случае неудовлетворительного прилегания рекомендуется пришабрить зубья, а затем их приработать. После сборки червячную передачу проверяют на легкость проворачивания вхолостую. Крутящий момент, необходимый для вращения червяка, не должен изменяться в пределах одного полного оборота червячного колеса более чем на 30—40 %.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 12698; Нарушение авторских прав?; Мы поможем в написании вашей работы!