КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Система механического «мягкого» обжатия заготовки
|
|
|
|
Лекция №18.
Идея горячей деформации слитков с наличием жидкой сердцевины известна достаточно давно. Она прошла широкое опробование на металлургических слитках. При этом обжатие слитков с жидкой фазой обеспечивает значительное снижение осевой пористости и повышает однородность внутренней структуры. Вместе с тем в силу ряда технологических и технических соображений (например, высокая вероятность выливания жидкой фазы) использование ее для слитков оказалось достаточно проблематичным.
В последние 10-15 лет для подавления осевой пористости и ликвации все большее применение получает метод «мягкого» обжатия (“ soft reduction ”) непрерывнолитой заготовки в конце цикла затвердевания (рис 18.1). Сущность этого метода заключается в том, что непрерывнолитая заготовка подвергается дополнительному обжатию (на несколько миллиметров) в нижней части ЗВО.
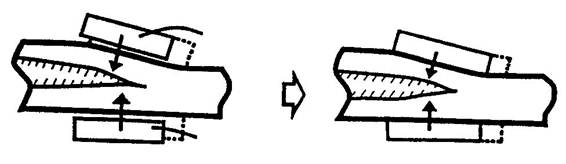
Рис.18.1. Схема регулирования обжатия сляба в области окончания жидкой лунки
Первоначально метод «мягкого» обжатия предполагал деформацию заготовки с помощью специальных роликов в зоне ее выравнивания (рис. 18.2). Этот вариант представляется достаточно привлекательным с точки зрения простоты технической реализации. Однако на самом деле, как показали исследования, существует несколько серьезных препятствий для эффективной реализации этой схемы:
· обжатие заготовки происходит в строго фиксированных точках, что требует точного контроля температуры разливки и режимов охлаждения, поскольку в противном случае происходит смещение положения точки окончания зоны жидкой фазы, а эффект обработки нивелируется;
· обжатие заготовки требует значительных усилий, величина которых резко возрастает с увеличением доли твердой фазы, однако при большой доле жидкой фазы эффект динамического обжатия оказывается крайне незначительным из-за простого перетекания металла, - это практически полностью исключает подавление осевой ликвации и крайне слабо влияет на уменьшение пористости.
|
|
|
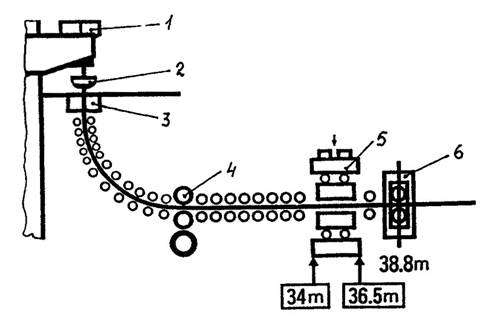
Рис.18.2. Схема размещения оборудования для динамического «обжатия» сляба: 1 – сталеразливочный ковш; 2 – промковш; 3 – кристаллизатор; 4 – точка разгиба; 5 – зона контролируемого обжатия; 6 – тянущая клеть
По существу задача реализации метода «мягкого» обжатия непрерывнолитой заготовки должна включать в себя следующие основные компоненты:
· определение места приложения усилия обжатия (соотношения между количеством жидкой и твердой фазы в момент обжатия);
· определение закона приложения обжатия (обжатие в один или же несколько этапов);
· определение способа приложения усилия обжатия к поверхности заготовки.
Теоретическое определение величины обжатия рекомендуется выполнять по следующей формуле:
Do = (D1 + D2)/h + D3, (18.1)
где D1 – суммарное обжатие, требуемое для предотвращения движения (вытекания) жидкой стали из зоны затвердевания; D2 – суммарное обжатие, требуемое для предотвращения перетекания стали при выпучивании заготовки (при использования обжатия с помощью плоских брусов величина D2 равна 0); D3. – суммарная термическая усадка твердой фазы при понижении температуры в ходе обжатия (определяется расчетным путем на основании анализа процессов теплопереноса в зоне обжатия); h – коэффициент пропорциональности, учитывающий перенос поверхности внутреннего фронта затвердевания и, соответственно, условия горячей деформации заготовки.
Например, для сляба толщиной 280 мм при скорости разливки 1,2 м/мин рекомендуемые оптимальные данные имеют следующие значения: D1 = 0,26 мм/м, D2 = 0,00 мм/м, D3 = 0,20 мм/м, h = 0,3-0,4 мм/м, Do = 0,85-1,07 мм/м.
|
|
|
В настоящее время при реализации технологии мягкого обжатия предпочтение отдается конструктивной схеме, представленной на рис.18.3.
Такая схема реализуется системой из 10-12 пар роликов, объединенных, как правило, в две специальные секции. Наличие большого количества точек приложения усилия сжатия позволяет рассредоточить процесс деформации заготовки на участке длиной несколько метров. Это снижает вероятность образования внутренних трещин в твердом каркасе заготовки. Кроме того, в зависимости от конкретных условий разливки место начала и окончания процесса деформации может быть скорректировано за счет вывода из работы нескольких пар крайних роликов. Это дает возможность варьировать скорость разливки и режимы охлаждения заготовки.
Рис.18.3. Схематическое представление реалиазции метода «мягкого» обжатия с помощью специальных роликов
Рассмотренная схема является универсальной и используется в слябовых, блюмовых (рис 18.4) и сортовых МНЛЗ.

Рис.18.4. Фотография зоны «мягкого» обжатия шестиручьевой блюмовой МНЛЗ
Максимальный эффект подавления осевой ликвации достигается при минимальном колебании параметров разливки в условиях обеспечения минимального выпучивания заготовки в зоне обжатия. Это достигается путем постоянного контроля соприкосновения поверхности пинч-роликов с поверхностью заготовки. На рис.18.5 представлено сравнение фотографий продольных темплетов (горячее травление) непрерывнолитой заготовки с «мягким» обжатием (слева) и без него (справа). В целом они свидетельствуют о высокой эффективности метода «мягкого» обжатия при рациональном выборе режимов воздействия.
Рис.18.5. Общий вид продольных травленых темплетов с «мягким» обжатием (слева) и без него (справа)
Определенные особенности имеет применение метода «мягкого» обжатия для динамического воздействия на внутренние объемы затвердевающих блюмов большого сечения. Это следует связывать, прежде всего, с устойчивостью твердого каркаса заготовки. Во-первых, твердый каркас затвердевающего блюма, безусловно, имеет значительно большую жесткость, чем у сляба, что существенно увеличивает требуемое удельное усилие обжатия. Это, в свою очередь, повышает вероятность образования внутренних трещин по границам дендритов (рис.18.6).
|
|
|
С другой стороны, приложение обжатия по двум граням (как было рассмотрено выше) обязательно вызывает изгиб (выпучивание) двух других граней, что в значительной степени может изменить условия движения металла в жидкой сердцевине и снизить до минимума эффект подавления осевой ликвации вследствие эффекта «перетекания» жидкой фазы. Рассмотренные отличия между динамическим «мягким» обжатием слябов и блюмов предопределяют создание специальных технологических приемов.
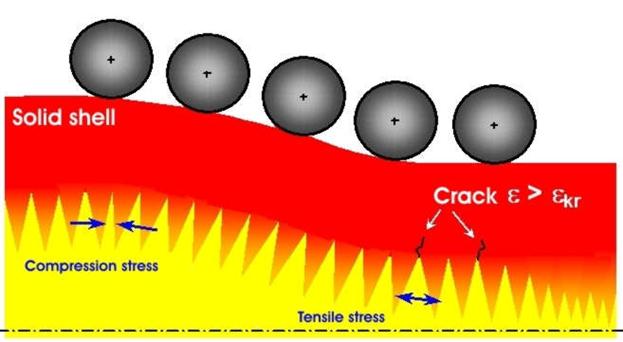
Рис.18.6. Схема образования внутренних трещин в ходе «мягкого» обжатия
Для повышения эффективности «мягкого» обжатия на ряде заводов Европы и Японии внутренней полости кристаллизатора придают специальную геометрическую форму, обеспечивающую формирование приливов на поверхностях блюма, подвергаемых обжатию (рис.18.7).
Рис.18.7. Геометрическая форма внутренней полости кристаллизатора для отливки блюмов с «мягким» обжатием.
В районе зумпфовой зоны (после первой тянущей клети) с помощью специальных обжимных клетей эти приливы металла определенным образом вдавливаются в тело заготовки, которая принимает форму квадрата или прямоугольника. Это обеспечивает уменьшение внутреннего объема заготовки, улучшает условия питания жидким металлом твердого каркаса и предотвращает формирование раковин усадочной пористости. Достижение максимального положительного эффекта в части подавления осевой усадочной пористости связывается с рациональным выбором объема вдавливаемого металла, а также места начала и окончания обжатия. Наибольший эффект, как правило, достигается при вдавливании приливов в 3-5 этапов с регламентированным расположением точек приложения нагрузки по длине заготовки.
Таким образом, для успешной обработки заготовки методом «мягкого» обжатия необходимо соблюдать определенную совокупность условий:
· наличие данных об оптимальном соотношении твердой и жидкой фазы в месте приложения усилия обжатия применительно к конкретным условиям;
|
|
|
· определение величины оптимальных значений степени обжатия, значений прилагаемых усилий и динамики приложения усилия обжатия;
· наличие системы, способной в реальном масштабе времени определять профиль затвердевания в зависимости от скорости литья, марки сталей, условий первичного и вторичного охлаждения и перегрева металла в промковше;
·наличие системы, позволяющей оперативно корректировать точку приложения усилия обжатия в зависимости от изменения условий разливки.
Контрольные вопросы.
Назовите сущность метода «мягкого» обжатия.
Что обеспечивается обжатием слитков с жидкой фазой?
В чем заключаются основные недостатки метода «мягкого» обжатия заготовки с помощью специальных роликов в зоне ее выравнивания?
Какие основные компоненты должна включать в себя задача реализации метода «мягкого» обжатия непрерывнолитой заготовки?
Охарактеризуйте особенности динамического воздействия метода «мягкого» обжатия на внутренние объемы затвердевающих блюмов большого сечения.
Назовите основные пути повышения эффективности «мягкого» обжатия блюмов?
Назовите совокупность условий, которые необходимо соблюдать для успешной обработки заготовки методом «мягкого» обжатия.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 997; Нарушение авторских прав?; Мы поможем в написании вашей работы!