КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виготовлення сегментів і вкладишів ріжучих апаратів
Сегменти і вкладиші ріжучих апаратів косарок жаток і комбайнів, що призначені для зрізання рослин, повинні мати гострі і тверді ріжучі кромки. В ріжучих апаратах використовуються гладкі сегменти, що працюють у парі з вкладишами, які мають насічку і, навпаки, сегменти з насічкою, що працюють у парі з гладкими вкладишами.
Сегменти і вкладиші виготовляються з вуглецевої інструментальної сталі У9, що постачається у вигляді гарячо- чи холоднокатаного листа товщиною 2 мм (для сегментів) і 3 мм (для вкладишів).
Сегменти і вкладиші піддаються місцевому загартуванню струмами високої частоти по лезу з нагріванням до 860—900°С (охолодження в оливі) і відпуску з нагріванням в індукторі при 200-2600С. Термічна обробка проводиться на автоматичних лініях. Після термічної обробки твердість зони загартування НRC 50-60 (не повинна підходити до країв отворів ближче чим на 3 мм). Твердість у незагартованій зоні (обмежена пунктирною лінією на рис. 7) не повинна перевищувати НRС 35.
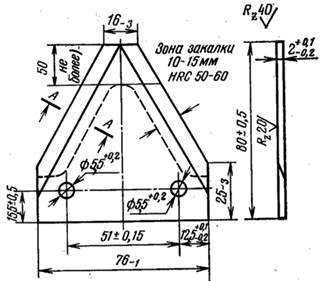
Рис. 7. Сегмент косарки.
Зносостійкість сегментів і вкладишів зростає із збільшенням твердості, однак підвищення твердості понад НRС 60 збільшує крихкість матеріалу і викликає викришування ріжучої кромки. Для одержання необхідної твердості леза сегмента і вкладиша при термічній обробці з їхньої нижньої площини необхідно зняти безвуглецевий шар металу, що утвориться при прокатці і досягає глибини 0,1—0,15 мм. Холоднокатана сталь має значно менший безвуглецевий шар і поверхня є кращої якості в порівнянні з гарячекатаною, тому її застосовувати краще.
Виготовлення сегмента без насічки складається з наступних етапів:
1. нарізання смуг з листів;
2. вирубування сегментів і пробивання отворів;
3. правлення;
4. шліфування нижньої площини;
5. заточування леза (скосу);
6. термічна обробка (гартування струмами високої частоти);
7. промивання від масляного нагару;
8. відпуск.
При виготовленні сегмента з насічкою, після вирубування та пробивання отворів проводиться фрезерування скосу леза з одночасним нанесенням насічки. Операція виконується з використанням циліндричної різьбової фрези.
Листи розрізаються на смуги за допомогою гільйотинних ножиць. На штампі вирубуються сегменти і пробиваються отвори.
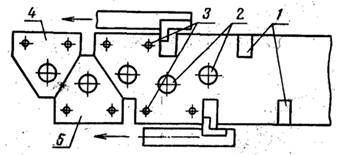
Рис. 8. Схема виготовлення сегментів із смуги
На рисунку 8 показано схему поділу смуги на сегменти при їхньому вирубуванні, що забезпечує мінімальні втрати металу. За один робочий хід преса вирубуються два сегменти з отворами під заклепки і клеймом заводу-виготовлювача. На першій позиції вирубуються два пази 1, на другій — пробиваються два отвори 3 і ставляться клейма 2 заводу, на третій — від смуги відтинаються два сегменти 4 і 5. Переміщення смуги в штампі і подача її в штамп автоматизовані. Після вирубування сегменти проходять правлення у вафельних штампах (рис. 9). У такому штампі в пуансоні і матриці мають правильно чергуватися виступи і западини (у шаховому порядку), причому. виступи на пуансоні попадають у западини матриці. Заготовка на такому штампі ніби багаторазово перегинається, забезпечуючи створення плоскої поверхні.
Перед термічною обробкою сегментів проводиться шліфування нижньої площини (знімається безвуглецевий шар) і заточування леза. Ці операції виконують на спеціальних плоскошліфувальних верстатах з обертовим столом. Шліфування проводиться торцем шліфувального круга.
Для поліпшення умов видалення стружки і подачі охолоджувальної рідини в зону шліфування штучно скорочується зона зіткнення кола з деталлю шляхом нахилу шліфувальної бабки. При шліфуванні нижньої площини сегменту вісь шліфувальної бабки повинна бути нахилена так, щоб по ходу стола площина круга утворила підйом 0,2—0,4 мм на діаметр шліфувального круга, а при заточенні скосів — 0,7 мм.
Сегменти автоматично вкладаються з магазина в площину гнізда.
При шліфуванні і заточенні заготовки сегментів утримуються стінками гнізда і торцем шліфувального круга. Після завершення обробки сегменти з гнізд столу видаляються автоматично постійними магнітами.
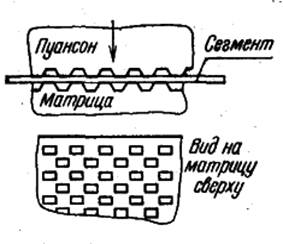
Рис. 9. Схема дії вафельного штампа для виправлення сегментів.
Процеси виготовлення вкладишів і сегментів аналогічні. У зв'язку з тим, що вкладиші прикріплюються до пальців і башмаків заклепками з потайною головкою, отвори у вкладишах після пробивання зенкеруються на автоматизованих свердлильних верстатах, включених в автоматичну лінію.
|
Дата добавления: 2014-01-04; Просмотров: 472; Нарушение авторских прав?; Мы поможем в написании вашей работы!