КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы обеспечения точности сборки
|
|
|
|
Автомобили и агрегаты, собранные из отдельных деталей, хорошо работают в том случае, если каждая деталь в них будет занимать заданное ей место относительно других деталей. Правильное положение деталей и их поверхностей и осей относительно других деталей в изделии нормируется расчетом размерных цепей.
Основные термины, обозначения и определения размерных цепей установлены ГОСТ 16319—80, а методы расчета цепей — ГОСТ 16320—80. При расчете размерных цепей могут решаться прямая и обратная задачи. В первом случае по установленным требованиям к замыкающему звену определяются номинальные размеры, допуски, координаты середин полей допусков и предельные отклонения всех составляющих размерную цепь звеньев. При решении обратной задачи по значениям номинальных размеров, допусков, координат середин их полей, предельных отклонений составляющих звеньев определяются те же характеристики замыкающего звена либо при необходимости вычислить погрешность замыкающего звена устанавливаются поле рассеяния, координаты его середины или границы отклонений замыкающего звена на основании аналогичных данных для составляющих звеньев. Решением обратной задачи проверяется правильность решения прямой задачи.
Размерная цепь представляет собой замкнутый контур взаимосвязанных размеров, обусловливающих их численные значения и допуски. Размерная цепь состоит из составляющих, замыкающего (исходного) и других видов звеньев.
Составляющее звено — звено размерной цепи, изменение которого вызывает изменение замыкающего (исходного) звена. Составляющие звенья линейных размерных цепей обозначаются прописными буквами русского алфавита с цифровыми индексами (например, А 1, А2 или Б 1, Б2 и т. д.).
|
|
|
Замыкающее (исходное) звено — звено, получаемое в цепи последним в результате решения поставленной задачи при изготовлении или ремонте (или возникающее в результате постановки задачи при проектировании изделия). Оно обозначается той же буквой алфавита, что и составляющие звенья с индексом ∆ (например, А∆ или Б ∆ и т. д.).
По характеру воздействия на замыкающее звено составляющие звенья подразделяются на увеличивающие и уменьшающие. К увеличивающим относятся звенья, с увеличением которых замыкающее звено увеличивается, а к уменьшающим — звенья, с увеличением которых замыкающее звено уменьшается. Некоторые сборочные размерные цепи содержат компенсирующее звено.
Компенсирующее звено — звено, изменением размера которого достигается требуемая точность замыкающего звена. Компенсирующее звено обозначается той же буквой алфавита с соответствующим цифровым индексом и буквой "к" (например, А3к, А5к). По расположению звеньев различают линейные, плоскостные и пространственные размерные цепи. Наиболее широкое распространение имеют линейные цепи, у которых все звенья, входящие в размерную цепь, параллельны друг другу и связаны линейной зависимостью.
Требуемая точность замыкающего звена той или иной размерной цепи при сборке достигается следующими методами:
-полной взаимозаменяемости, при котором точность замыкающего звена обеспечивается включением в размерную цепь звена без подбора, выбора или изменения его размеров;
-неполной взаимозаменяемости, при котором точность замыкающего звена достигается не у всех соединений, а у обусловленной их части при включении в размерную цепь любого звена без подбора, выбора или изменения его размеров;
-групповой взаимозаменяемости, при котором точность замыкающего звена обеспечивается включением в размерную цепь звеньев, принадлежащих к одной из размерных групп, на которые звенья предварительно рассортированы;
|
|
|
- пригонки, при котором точность замыкающего звена достигается изменением размеров компенсирующего звена путем снятия слоя металла;
- регулирования, при котором точность замыкающего звена достигается изменением размеров компенсирующего звена без снятия слоя металла.
Сборочные размерные цепи, у которых точность замыкающего звена обеспечивается методом полной взаимозаменяемости, должны рассчитываться по методу максимума-минимума, а цепи, у которых точность замыкающего звена достигается методом неполной взаимозаменяемости — вероятностным методом.
Номинальный размер замыкающего звена размерной цепи А вычисляется по формуле

| 10.1 |
где: i = 1, 2,..., т — порядковый номер звена; т — число звеньев размерной цепи;  - передаточное отношение i -го звена размерной цепи (для линейных цепей с параллельными звеньями
- передаточное отношение i -го звена размерной цепи (для линейных цепей с параллельными звеньями  = 1 — для увеличивающих составляющих звеньев, = -1 — для уменьшающих составляющих звеньев).
= 1 — для увеличивающих составляющих звеньев, = -1 — для уменьшающих составляющих звеньев).
Допуск замыкающего звена  вычисляется по формулам:
вычисляется по формулам:
при расчете по методу максимума — минимума

| 10.3 |
где:  ,
, ;
;
при расчете по вероятностному методу
| 10.4 |
при сборке по методу неполной взаимозаменяемости
| блд = |
 т — 1 j = 1
т — 1 j = 1
| где t |
коэффициент риска, определяется в зависимости от принимаемого процента риска Р. Для нормального закона распределения при совпадении центра группирования с центром отклонения коэффициент риска выбирается из следующего ряда:
| 10,0 1,65 |
| 0,27 3,0 |
| 4,5 2,0 |
| 0,01 3,89 |
| 0,1 3,29 |
| Р, %■ |
1,0
2,57
К' — коэффициент относительного рассеяния (для нормального закона распределения X' = 1 / 9; для неизвестного характера кривой рассеяния размера звена для изделий мелкосерийного и индивидуального производства V = 1 / 3).
Расчеты показывают, что при Р = = 1 % и т ^ 6 можно использовать детали с увеличением допусков против номинальных в 1,5 — 2 раза. В этом случае экономия от использования деталей (особенно базовых, корпусных) с расширенными допусками будет превосходить затраты на разборку и повторную сборку соединений с недопустимыми погрешностями.
|
|
|
При использовании метода групповой взаимозаменяемости допуск замыкающего звена в каждой размерной группе
блд =. 6л/ / П,
где блд' — допуск замыкающего звена, подсчитанный по методу максимума-минимума;
п — число размерных групп (определяется при заданных допусках составляющих звеньев равенством установленного допу-■ ска посадки по технической документации и расчетного допуска замыкающего звена в размерной группе).
При применении метода пригонки действительная компенсация
6к = блд' + блд,
где блд' — расчетный допуск замыкающего звена;
блд — допуск замыкающего звена, обусловленный технической документацией.
При использовании метода регулирования число ступеней компенсатора
 где бкомп — допуск на изготовление компенсатора.
где бкомп — допуск на изготовление компенсатора.
При ремонте чаще всего решается обратная задача теории размерных цепей, при которой определяют, как в действительности выполняются требования, заданные техническими условиями на сборку данного автомобиля или агрегата. Для этого выявляют:
1)какие размеры деталей получают изменения в процессе эксплуатации и ремонта и как это отражается на качестве сборки;
2)какие сопряжения служат источником наибольших погрешностей
сборки;
3) какие параметры деталей необходимо более строго контролировать в процессе сборки машин и какова возможность расширения допусков без снижения качества сборки.
Рассмотрим указанные положения на примере сборочной размерной цепи, определяющей осевой люфт коленчатого вала двигателя ЗИЛ-130.
Анализ сопряжений передней коренной шейки коленчатого вала двигателя ЗИЛ-130 (рис.10.2.1) показывает, что на осевой люфт коленчатого вала As влияют: ' толщина передней упорной шайбы
Ai- ширина гнезда первого коренного подшипника в блоке (между выточками) А2; толщина задней упорной шайбы
А 3; длина передней коренной шейки коленчатого вала А4.
При этом звено А4 является увеличивающим, так как с его увеличением осевой люфт увеличивается, а звенья А1 — А3 уменьшающими, потому что при их увеличении осевой люфт уменьшается.
|
|
|
Принимая осевой люфт за исходное звено и учитывая приведенную на рис. 2.11 схему /, получаем уравнение размерной цепи:
Aa=A4-(Ai+A2+A3).
Рассматриваемое сопряжение собирают на предприятии-изготовителе по методу полной взаимозаменяемости. При этом расчет замыкающего звена ведется на максимум-минимум:
Аиб=А^б-(А^+АТ+АГ); лнм =АГ _ {Af +Апб +Af)f
где А и Аиы — соответственно наибольший и наименьший размеры замыкающего звена.
При номинальных размерах
Л1— лг — AJ— о,о4' лг —■л/ — о,О45>
А4 = 32+ 1™Анб = 0,285 мм, аАиы =
=== 0,075мм, что и предсмотрено техническими условиями на сборку.
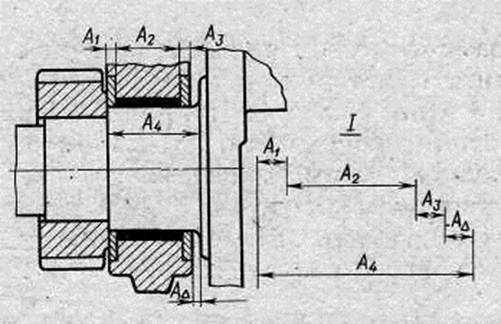
Рис.10.2.1 Сопряжение передней коренной шейки коленчатого вала двигателя ЗИЛ-130: / — схема сборочной размерной цепи
Однако в условиях авторемонтного производства выполнить требования полной взаимозаменяемости не представляется возможным, так как в процессе эксплуатации и ремонта двигателя все составляющие звенья рассматриваемой размерной цепи претерпевают изменения. Так, в процессе эксплуатации из-за изнашивания уменьшается толщина упорных шайб (звенья Ai и А3), уменьшается также ширина гнезда первого коренного подшипника в блоке при восстановлении его расточкой (звено А2). Наибольшие изменения претерпевает длина передней коренной шейки (звено А4). Вследствие изнашивания ее упорного торца и перешлифовки коренных шеек коленчатого вала оно увеличивается. Все это ведет к увеличению замыкающего звена Л д.
Измерения осевого люфта коленчатого вала в АРП показали, что его значения значительно превышают допустимые (0,075...0,285 мм), а это приводит к снижению ресурса двигателя. Обеспечение осевого люфта коленчатого вала в требуемых пределах при ремонте достигается путем постановки упорной шайбы (звено Л3) увеличенного размера.
При комплектовании деталей рассматриваемых сопряжений сборочной размерной цепи обычно замеряют звено А4 как звено, являющееся источником наибольших погрешностей. По размеру звена А4 подбирают упорную шайбу (звено А3) соответствующей толщины. Для двигателя ЗИЛ-130 техническими условиями предусмотрено три ремонтных размера шайб (2,70_од,4;2,9%104и3,10_од)4мм).
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 883; Нарушение авторских прав?; Мы поможем в написании вашей работы!