КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция 10. Арматурные работы
|
|
|
|
Endif
Endif
Endif
Endif
Endif
Else
Endif
Конкурентное давление со стороны компаний-потребителей
Конкурентное давление со стороны компаний-поставщиков
Зависит от двух факторов:
во-первых, способности поставщиков оказывать давление на потребителя в смысле изменения условий и сроков поставок в желательную для себя сторону;
во-вторых, уровня взаимодействия поставщиков и потребителей в отрасли.
Потребители (в особенности, если это крупные компании, приобретающие значительные объемы продукции) нередко пользуются преимуществами в сделках. Чем крупнее потребитель и чем больше покупаемая им доля продукции, тем сильнее его влияние на продавцов. Нередко крупным покупателям удается добиться скидок и разного рода уступок.
Компании-потребители оказывают сильное конкурентное давление в том случае, если могут обеспечивать выгодные для себя цены, качество, сервис и другие условия сделок.
Основная литература:
1. Котлер Ф. Армстронг Г. и др. Основы маркетинга. Пер. с англ. - 2-е европ. Изд. – М.; СПб.; К.: Издательский дом «Вильямс», 1998. – 1056с.
2. Хершген Х. Маркетинг: основы профессионального успеха: учебник для вузов. Пер. с немец. – М.: ИНФРА – М, 2000. – ХVIII, - 334с.
3. Шаекина Ж.М., Нәбиев Е.Н., Базарова С.Қ. Основы маркетинга. Учебное пособие. – Астана: «Парасат Әлемі», 2003. – 242с.
4. Бернет Дж., Мориарти С. Маркетинговые коммуникации – СПб: Питер, 2001. -
5. Котлер Ф. Маркетинг менеджмент /Пер. с англ. Под ред. Л.А. Волковой, Ю.Н. Каптуревского. – СПб.: Питер, 2000. – 752с.
6. Голубков Е.П. Маркетинговые исследования: теория, методология и практика. – М.: Издательство «Финпресс». 1998. – 416с.
7. Маркетинг: Учебник. Под. ред. А.Н. Романова. – М.: Банки и биржи, ЮНИТИ, 1995. – 560с.
|
|
|
8. Дубрович, М. Основы маркетинга./ М. Дубрович. - М: Новое знание, 2004. - 160с.
9. Эванс Дж. Р., Берман Б. Маркетинг: Сокр. пер. с англ. /Авт. предисл. и науч. ред. А.А. Горячев. – М.: Экономика, 1993. – 335с.
10. Амблер, Т. Практический маркетинг. Теория и практика менеджмента / Т. Амблер. - Спб.: Питер, 2000. - 702 с
Дополнительная литература:
1. Андреева О.Д. Технология бизнеса: маркетинг. Учебное пособие. – М.: ИНФРА М-Норма, 1997. – 224с.
2. Андреев С.Н., Мельниченко Л.Н. Основы некоммерческого маркетинга. – М.: Прогресс-Традиция, 2000. – 256с.
3. Дорошев В.Н. Введение в теорию маркетинга: Учебное пособие. – М.: ИНФРА – М, 2000. – 285с.
4. Завьялов П.С. Маркетинг в схемах, рисунках, таблицах: Учебное пособие. – М.: ИНФРА-М, 2000. – 496с.
5. Котлер Ф. Маркетинг от А до Я. – СПб.: Издательский дом «Нева»; 2003. – 224с.
6. Океанова З.К. Социально-этический маркетинг. – М.: 1997. – 384с.
7. Белявский, И.К., Курс лекций «Маркетинг» / И.К. Белявский. - МГУ ЭСИ,2001. - 53с.
Количество директив #elif может быть произвольным. Исключаемые блоки кода могут содержать как описания, так и исполняемые операторы. Пример условного включения различных версий заголовочного файла:
#if VERSION == 1
#define INCFILE "versl.h"
#elif VERSION == 2
#define INCFILE 'vers2.h" /* и так далее */
#define INCFILE "versN.h"
#include INCFILE
В константных выражениях может осуществляться проверка, определена ли константа, с помощью конструкции defined (имя_константы). Это, например, можно сделать для настройки на имеющийся компилятор:
#if defined (__BORLANDC__) && __BORLANDC__ == 0x530 // BC5 3
typedef istream_iterator < int, char, char_traits< char >, ptrdiff_t> istream_iter;
#elif defined (_BORLAND_) // BC5 2
typedef istream_iterator < int, ptrdiff_t> istream_iter;
#else // VC5 0
typedef istream_iterator < int > istream_iter;
Другое возможное назначение директивы #if – временно закомментировать фрагменты кода, например:
#if 0
int i, j;
double x, у;
Этот способ весьма удобен, поскольку допускается вложенность директив.
Наиболее часто в программах используются директивы #ifdef и #ifndef. Они позволяют управлять компиляцией в зависимости от того, определен ли с помощью директивы #define указанный в них символ:
|
|
|
#ifdef символ // Расположенный ниже код компилируется, если символ определен
#ifndef символ // Расположенный ниже код компилируется, если символ не определен
Действие этих директив распространяется до первого #elif, #else или #endif.
Директива #ifndef часто применяется для того, чтобы обеспечить включение заголовочного файла только один раз:
#ifndef HEADER_INCLUDED
#define HEADER_INCLUDED
#include "myheader.h"
Директива #undef
Директива #undef имя делает указанный в ней символ неопределенным. Она может использоваться для отключения какой-либо опции компилятора.
Предопределенные макросы
В C++ определено несколько стандартных макросов, предназначенных в основном для того, чтобы выдавать информацию о версии программы или месте возникновения ошибки.
Макрос __cplusplus определен, если программа компилируется как файл C++. Многие компиляторы при обработке файла с расширением.с считают, что программа написана на С. Использование указанного макроса позволяет сообщить компилятору, что он может использовать возможности C++:
#ifdef __ cplusplus
// Конструкции, специфические для C++
Этот макрос применяется для переноса кода из С в C++ и обратно.
Вот еще несколько стандартных макросов:
__DATE__ // содержит строку с текущей датой в формате "месяц день год", например:
printf ("Дата компиляции - %s \n", __DATE__);
__FILE__ // содержит строку с полным именем текущего файла (т.е. исходного файла, в
// котором она используется);
__LINE__ // целое число – номер текущей строки исходного текста;
__TIME__ // текущее время ("часы:минуты:секунды"), например:
printf ("Ошибка в файле %s \n Время компиляции - %s\n ", __FILE__, __TIME__);
Для изготовления обычных и предварительно напряженных железобетонных конструкций применяют арматурную сталь.
По технологии изготовления различают стержневую арматурную сталь, получаемую путем горячей прокатки, и проволочную, получаемую в результате волочения стали в холодном состоянии.
Стержневую арматуру делят на горячекатанную, не подвергающуюся упрочению после проката, упрочненную — вытяжкой в холодном состоянии после проката и термически упрочненную — после проката. В зависимости от механических свойств арматуру делят на 4 класса A-I+A-IV.
|
|
|
Горячекатанную стержневую арматуру изготовляют:
— класса A-I, гладкого профиля, а классов A-II+A-IV — периодического профиля с пределом текучести 2400—6000 кг/см2;
— упрочненную вытяжкой, классов А-IIв и А-IIIв с пределом текучести 4500—5500 кг/см2;
— термически упрочненную, классов AT-IV+AT-VII с пределом текучести 6000—14000 кг/см2.
Стальную проволочную арматуру делят на арматурную проволоку и арматурные проволочные изделия. Арматурную проволоку 3—8 мм изготовляют:
— класса B-I — обыкновенная гладкая;
— класса В-П — высокопрочная гладкая;
— класса Вр-П — высокопрочная периодического профиля.
Проволочные изделия выпускают в виде трехпроволочных прядей класса П-3, диаметром 2,6 — 3,4 мм и семипроволочные пряди класса П-7, диаметром 4,5—15 мм.
Горячекатанные арматурные стали класса А-1+А-Ш используют для изготовления как обычных, так и предварительно напряженных железобетонных конструкций, а класса A-IV и упрочненные вытяжкой классов А-Пв, А-Шв — главным образом для предварительно напряженных железобетонных конструкций. Термически упрочненная арматурная сталь, в виде несварной напрягаемой арматуры, применяется только для изготовления предварительно напряженных железобетонных конструкций.
Из обыкновенной арматурной проволоки изготовляют арматурные сетки, каркасы, хомуты для колонн и балок. На заводы железобетонных изделий стержневую арматуру Д=10—90 мм поставляют в пачках, а Д<10 мм — в бухтах. Длину стержневой арматуры принимают 6—12 м; а по особому заказу 18—24 м.
Приемку арматуры производят согласно данным сертификата (паспорта), в котором указывается:
— наименование завода-изготовителя;
— номер партии поставляемой арматуры;
— класс и марка стали;
— химический состав арматуры;
— диаметр и длина стержней;
— механические свойства арматуры;
— дата выпуска.
К арматурной стали предъявляют гарантированные требования по прочности, пластичности, углу загиба или числу перегибов.
|
|
|
По назначению различают рабочую, конструктивную, монтажную и распределительную арматуру. Рабочая воспринимает расчетные напряжения от нагрузок. Она может быть как напрягаемая, так и ненапрягаемая. В плоских железобетонных конструкциях ее применяют в виде сеток.
Конструктивную арматуру применяют для восприятия нагрузок, не подлежащих расчету, в большинстве случаев в виде сеток.
Монтажную арматуру применяют для закрепления рабочей арматуры в рабочем положении.
Арматурная сталь A-I хорошо сваривается, применяется для изготовления закладных деталей, монтажных петель, плоских сеток и др. элементов ненапрягаемой арматуры.
Из стали класса А-П изготовляют круглые стержни периодического профиля, которые хорошо свариваются. Ввиду повышенной пластичности, ее целесообразно применять в конструкциях, работающих в условиях низких температур и подвергающихся действию динамических и сейсмических нагрузок.
Наиболее широко распространяется в строительстве арматурная сталь А-Ш. Ее применяют как для напрягаемых, так и ненапрягаемых элементов арматуры. Номенклатура изготовляемых изделий из стали этого класса самая разнообразная: плоские сварные сетки с рабочей арматурой в одном и в двух направлениях, объемные арматурные элементы, каркасы, отдельные стержни.
Арматурную сталь класса A-IV применяют, в основном, для изготовления предварительно напряженных элементов. Из этого класса стали изготовляют те же стержни периодического профиля что и из стали класса А-Ш. Арматурные стержни стали марки 80С стыкуют только контактной электросваркой, для чего используют гильзы накладки.
Арматурные изделия, как правило, следует изготовлять в заводских условиях. Размеры сеток, готовых каркасов и их элементов назначают в зависимости от средств и условий транспортирования, габаритов, массы и других факторов, связанных с доставкой арматурных изделий на строительный объект.
В процессе возведения монолитных железобетонных конструкций строители, получив централизованно арматурные изделия, ведут укрупнительную сборку пространственных каркасов, устанавливают в проектное положение их закладные детали и отдельные стержни. Изготовлению арматурных изделий предшествует механическая обработка стали. Ее составные части: разматывание, чистка, правка, резка, гнутье и холодное упрочнение. Очистка стержней осуществляется ручными стальными щетками или электрощетками.
Поставляемую в бухтах арматурную сталь диаметром до 14 мм обрабатывают на автоматических станках. В процессе работы станков совмещаются операции правки арматурной стали, очистки ее поверхности и резки на прутки требуемой длины. Одна из операций при заготовке арматурной стали — гнутье стержней. Гнутье арматуры производят на станках, имеющих два гибких диска для гнутья арматуры Д=40-90 мм и малый диск для Д^40 мм.
Изделия из легкой арматуры до Д=12 мм, такие как хомуты, небольшие петли и т. д., можно изготавливать на ручных гибочных станках.
Достоинство электросварки состоит в том, что она универсальна и нетрудоемка.
Пространственная жесткость сборных элементов обеспечивается благодаря сварке различных закладных элементов и арматурных стержней.
Электросварочные работы выполняют с применением контактной и дуговой сварки. Разновидностями первого вида являются контактно-стыковая и точечная сварка, а вторая — дуговая шовная (с применением одного или нескольких электродов), ванная, ванно-шовная и электрошлаковая сварки. При необходимости соединения арматурных стержней друг с другом по длине используют контактно-стыковую сварку. Это самый экономичный способ соединения элементов, не требующий дополнительного расхода металла. Кроме того, обеспечивается возможность механизировать и автоматизировать все технологические процессы.
Соединение друг с другом производится при разогретых до температуры плавления торцов стержней под воздействием электрического тока и последующего сжатия.
Контактно-стыковую сварку выполняют тремя способами: сопротивлением, непрерывным и прерывистым оплавлением концов стержней.
Точечная электросварка производится путем сваривания стержней друг с другом не своими торцами, а в местах их взаимного пересечения.
Для сварки сеток небольшой ширины и плоских каркасов при сжатии стержней в местах их взаимного пересечения под воздействием электрического тока происходит оплавление поверхностей и происходит соединение стержней друг с другом. Сварочный шов обеспечивается необходимой прочностью и подлежит лабораторному испытанию.
Сварка арматуры плавлением основана на использовании тепла электрической дуги, расплавляющего стержня в местах их соединения, или тепла, выделяемого при прохождении сварочного тока через электропроводный шлак. При сварке арматуры плавлением различают следующие виды: дуговая шовная, дуговая ванная, ванно-шовная.
Для изготовления напряженно армированных конструкций применяют стержни горячекатанной арматуры, высокопрочную проволоку, пряди, канаты, а также пучки и пакеты из них.
Проволочные пряди образуются в результате скручивания двух и более проволок Д=2,5-5 мм.
Проволочные канаты изготовляют из нескольких прядей:
— двухпрядные — в каждой пряди по семь проволок или по девятнадцать проволок Д= 1,5-3 мм;
— трехпрядные — в каждой пряди по семь проволок Д= 1,5-3 мм.
При изготовлении напряженно армированных конструкций для закрепления концов арматуры после ее напряжения применяют однократно используемые приспособления: высаживание головки, обжимные анкера и клиновидные устройства и зажимы.
При изготовлении железобетонных конструкций с последующим натяжением арматуры, на затвердевший бетон, арматуру укладывают в каналы или борозды изготовленных конструкций, а затем натягивают механическим, электротермическим и комбинированным способами. При механическом способе используют гидравлические домкраты. Наибольшее распространение для натяжения стержневой и проволочной арматуры получил электротермический способ.
При электротермическом способе натяжение арматурных стержней производится с использованием свойств стали удлиняться при нагреве во время пропуска электрического тока. Когда стержень остынет до температуры ниже 100 °С, производят укладку и уплотнение бетона. Отформованное железобетонное изделие проходит термообработку, после чего сжимающее усилие воспринимается бетоном.
Арматура железобетонных конструкций должна изготовляться и монтироваться в точном соответствии с рабочими чертежами и требованиями СНиП. Все виды сварки арматуры следует выполнять, соблюдая «Указания по сварке соединений арматуры и закладных деталей железобетонных конструкций». Результаты контрольных обмеров и осмотров арматуры, а также контроля прочности сварных соединений регистрируются в журнале.
Контроль за правильностью установки арматуры заключается:
· в проверке соответствия ее положения проектному, а также в проверке правильности определения мест скрепления пересечений стержней;
· в наружном осмотре всех сварных соединений, выполненных при установке арматуры;
· в механических испытаниях образцов сварных соединений, вырезанных из конструкций;
· в проверке сварных соединений физическими методами.
Приемка установленной арматуры должна оформляться актом на скрытые работы, в котором указываются номера рабочих чертежей, отступления от проекта, дается оценка качества арматурных работ и заключение о возможности бетонирования.
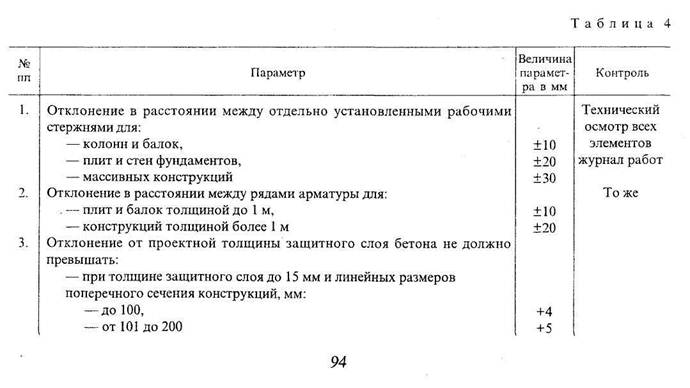
Допускаемые отклонения основных размеров арматурных изделий и сварочных соединений от проектных, предназначенных для монолитных железобетонных конструкций
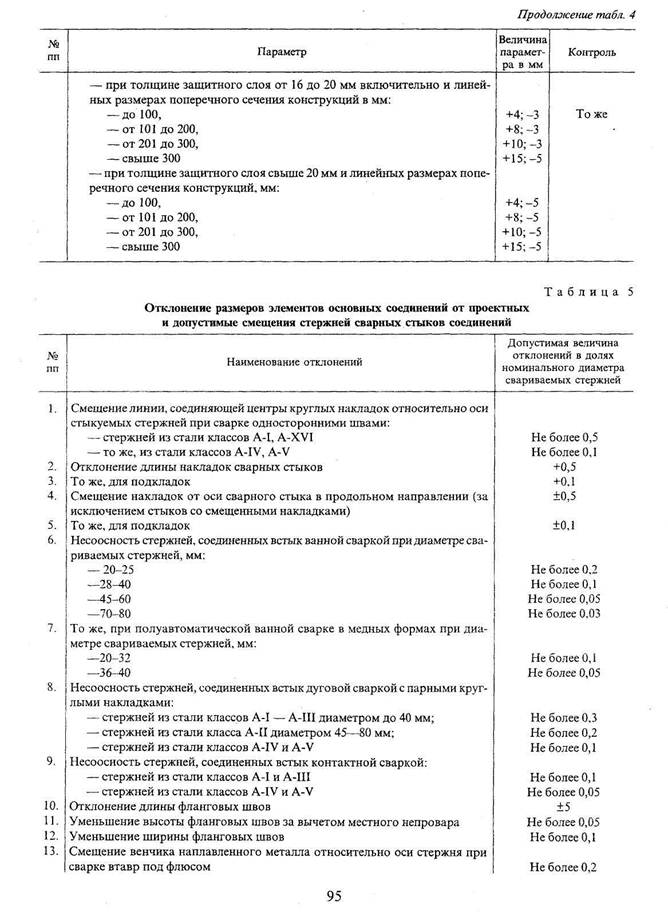
Перелом осей стержней арматуры классов A-I, А-П, А-Ш диаметром до 40 мм в сварных стыковых соединениях с накладками, выполненных дуговой сваркой протяженными швами, не должен превышать 6°, а при прочих видах сварки 3°.
Проектное расположение арматурных стержней и сеток должно обеспечиваться правильной установкой поддерживающих устройств, шаблонов, фиксаторов, подставок, прокладок и подкладок. Применение обрезков арматуры, деревянных брусков и щебня в качестве прокладок запрещается.
Отклонение от проектной толщины бетонного защитного слоя не должно превышать:
— 3 мм — при толщине защитного слоя 15 мм и менее;
— 5 мм — при толщине защитного слоя более 15 мм.
Отклонение угла между сваренными элементами закладных деталей не должно превышать 5°. Завалы, шероховатости, заусеницы на кромках закладных деталей не должны превышать 2 мм.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2274; Нарушение авторских прав?; Мы поможем в написании вашей работы!