КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные типы сварных соединений и подготовки кромок под сварку
|
|
|
|
При конструировании сварных соединений исходят из двух принципов: 1) если известны величины нагрузок, которые должно выдерживать сварное соединение при эксплуатации изделия, то соединение проектируют таким образом, чтобы обеспечить прочность с учётом этих нагрузок; 2) если величины эксплуатационных нагрузок неизвестны, то сварное соединение проектируют, исходя из его равнопрочности основному материалу.
Тип сварного соединения определяется взаимным расположением свариваемых элементов и формой подготовки (разделки) их кромок под сварку.
По первому признаку различают пять основных типов наиболее распространённых сварных соединений: стыковые, тавровые, нахлёсточные, угловые и прорезные (рис. 5.1).
Рис. 5.1. Основные типы сварных соединений: а – стыковое; б – тавровое; в – угловое; г – нахлёсточное; д –прорезное; е – замкнутое прорезное |



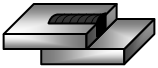
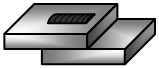
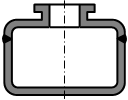
Стыковые соединения (рис. 5.1- а) наиболее распространены, поскольку имеют бόльшие прочность и простоту изготовления по сравнению с другими типами сварных соединений. Стыковые соединения выполняют всеми видами сварки плавлением и многими видами сварки давлением. Но при использовании способов сварки плавлением повышенной тепловой мощности (например, рассматриваемых далее автоматической сварки под флюсом или плазменной) следует учитывать возможность прожога основания (корня) шва. Прожог – это сквозное расплавление основного материала, приводящее к вытеканию или капанию жидкого металла и образованию наплывов в зоне соединения со стороны, противоположной стороне наложения сварного шва, для предотвращения чего нужно использовать удаляемые затем или остающиеся подкладки (рис. 5.2). Другой путь – применение двусторонней сварки, однако при этом необходимы конструкция изделия, обеспечивающая свободный доступ к корню шва, и кантовка изделия. Например, для сварного изделия, показанного на рис. 5.3, двусторонняя сварка шва невозможна. Третьим путём является уменьшение используемой для сварки тепловой мощности.
|
|
|
 Рис. 5.2. Предотвращение прожога с помощью
подкладки
Рис. 5.2. Предотвращение прожога с помощью
подкладки
| |||
Рис. 5.3. Изделие (бидон), не допускающее двусторонней сварки шва |
Тавровые соединения (рис. 5.1- б) широко применяют при изготовлении пространственных конструкций. Эти соединения отличаются высокой прочностью при любых видах нагрузок.
Нахлёсточные соединения (рис. 5.1- в) часто используют для соединения листовых заготовок. Эти соединения менее прочны по сравнению со стыковыми и неэкономичны вследствие перерасхода основного и присадочного материалов, обусловленного наличием перекрытия свариваемых элементов (обычно равного 3–5 толщинам) и выполнением двух угловых швов. Но зато нахлёсточные соединения более просты при сборке и не требуют точной обработки кромок и пригонки зазоров.
Угловые соединения (рис. 5.1- г) выполняют, как правило, в качестве связующих. Они не предназначены для передачи рабочих сил.
Прорезные соединения (рис. 5.1- д, е) выполняют для усиления соединений внахлёстку. В зависимости от ширины (обычно 2–3 толщины свариваемых элементов) и назначения прорези либо заваривают полностью, либо обваривают по периметру.
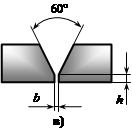
Сравнительно тонкие стыки (толщиной до 6 мм) обычно сваривают без разделки кромок (рис. 5.4- а), которые стыкуют друг с другом с зазором от нуля до 2 мм (зазор оставляют с цель улучшения провара по высоте шва). Однако перед свариванием достаточно толстых заготовок с целью повышения качества соединяемые кромки следует разделывать для обеспечения полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом. Выбор формы и размеров разделки зависит от толщины металла, его теплофизических свойств и вида сварки (рис. 5.4- б – е). При толщине свариваемых элементов от 6 до 20 мм обычно используют V-образную разделку (рис. 5.4- в) с центральным углом 60° и зазором b порядка 2–4 мм. Притупление h угла разделки кромки необходимо для предупреждения прожога и выполняется величиной порядка 2–3 мм. При толщине основного металла более 20 мм применяют двустороннюю Х-образную разделку (рис. 5.4- г), которая по сравнению с V-образной разделкой (рис. 5.4- в) экономит присадочный металл и уменьшает сварочные деформации изделий (подробно рассматриваемые далее в подразделе 5.19) благодаря симметрии расположения швов. В ряде случаев (например, при затруднении конструкцией изделия доступа ко шву с нижней стороны) с теми же целями вместо Х-образной применяют U-образную разделку (рис. 5.4- д). При сварке элементов различных толщин следует выполнять скос кромки более толстого элемента для выравнивания толщин (рис. 5.4- е), что обеспечивает одинаковый нагрев кромок и уменьшает вероятность прожога более тонкого элемента за время, требующееся для достаточного нагрева и проплавления более толстого элемента. Кроме того, такая форма соединения работоспособнее при дальнейшей эксплуатации вследствие уменьшения концентрации напряжений, обуславливаемой именно резким изменением размеров и формы элементов изделия.
|
|
|
Рис. 5.4. Различные виды разделки свариваемых кромок: а – без разделки; б – односторонняя; в – V-образная; г – X-образная; д – U-образная (чашеобразная); е – заготовок разной толщины: h – притупление; b – зазор
|







|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 375; Нарушение авторских прав?; Мы поможем в написании вашей работы!