КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лучевые способы сварки
|
|
|
|
К лучевым способам относятся электронно-лучевая и лазерная сварки.
Электронный луч представляет собой сжатый поток электронов, перемещающийся с большой скоростью от катода к аноду в сильном электрическом поле. В месте соударения электронов со свариваемыми заготовками почти 99% кинетической энергии переходит в тепловую, что сопровождается повышением температуры до 5000…6000°С. Кромки заготовок расплавляются, и после кристаллизации образуется сварной шов.
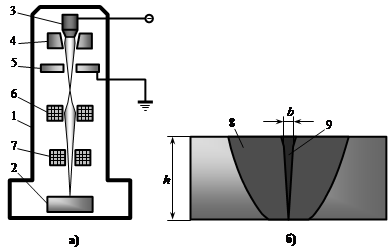
В вакуумной камере 1 (рис. 5.13- а) заготовка 2 устанавливается на опору, способную перемещать её как в продольном, так и в поперечном направлениях, поскольку процесс сварки автоматизирован, а наблюдение за ним ведётся с помощью телевизионных систем или через специальные иллюминаторы. В случае необходимости корректировки используется дистанционное управление. Над заготовкой расположена электронная пушка, состоящая из питаемого постоянным током источника электронов (катода) и устройств, служащих для изменения интенсивности и фокусировки электронного луча. В верхней части электронной пушки расположен вольфрамовый катод 3, который при нагреве до 2000°С проявляет способность испускать электроны, формируемые в пучок расположенным на выходе катода электродом 4. Под действием высокой разности потенциалов между катодом 3 и анодом 5, составляющей порядка 100 кВ, происходит резкое ускорение электронов, фокусируемых затем в луч магнитной линзой 6 и направляемых на заготовку 2 с помощью специальной отклоняющей магнитной системы 7. Фокусировкой достигается высокая удельная мощность луча порядка 0,5×105 кВт/м2.
Рис. 5.13. Электронно-лучевая сварка:
а – схема установки; б – сопоставление размеров и формы швов, получаемых в результате дуговой и электронно-лучевой сварки: 1 – вакуумная камера; 2 – заготовка; 3 – вольфрамовый катод; 4 – формирующий электрод; 5 – анод; 6 – магнитная линза; 7 – отклоняющая магнитная система; 8 – обычный шов после дуговой сварки; 9 – кинжальный шов после электронно-лучевой сварки; h – высота шва; b – ширина шва |
При перемещении заготовки под неподвижным лучом образуется сварной шов. Иногда с помощью отклоняющей магнитной системы перемещают сам луч вдоль неподвижных свариваемых кромок. Отклоняющую систему используют также для колебаний электронного луча поперёк и вдоль шва, что позволяет вести сварку с присадочным материалом и регулировать тепловое воздействие на металл.
При дуговой сварке, создающей менее концентрированный источник нагрева, расплавление металла происходит за счёт распространения теплоты от поверхности в глубину, и в результате получается весьма широкий шов трапецеидальной формы (рис. 5.13- б) с обычным отношением h / b =0,5…1. В современных установках для электронно-лучевой сварки, сверления, резки или фрезерования электронный луч фокусируется на площади диаметром 0,01…1,2 мм, а теплота выделяется непосредственно в самом металле, в результате чего получается так называемое кинжальное проплавление, образующее шов, у которого отношение h / b может достигать 20. При необходимости, высокая концентрация теплоты в пятне нагрева позволяет испарять такие материалы, как алмаз, рубин, сапфир, стекло, образуя в них отверстия.
Незначительная ширина шва и нагретой зоны основного материала приводит к резкому сокращению пространства структурных изменений, сильному снижению деформаций и низкому уровню напряжений сварного соединения. Кроме того, за счёт вакуума в камере обеспечивается зеркально чистая поверхность шва и дегазация расплавленного металла, в результате которой в полученном шве содержится меньше газов и неметаллических включений, чем в основном металле.
|
|
|
Электронно-лучевую сварку применяют для соединения заготовок из всех материалов, в частности, тугоплавких и очень часто разнородных, например, металла и керамики, обладающих значительной разницей температур плавления и других теплофизических свойств. Минимальная толщина свариваемых заготовок составляет 0,02 мм, а максимальная – до 100 мм.
Лазерная сварка отличается от электронно-лучевой тем, что вместо электронного луча использует остро сфокусированный световой пучок. В установках для лазерной сварки взамен электронной пушки применяется лазер, луч которого, действуя на площадь диаметром в сотые доли миллиметра, позволяет нагревать практически все материалы до расплавления и даже до кипения. Сварку можно вести как с присадочными материалами, так и без них. В непрерывном режиме можно вести шовную сварку, а в импульсном – точечную, получая соединение в виде совокупности отдельных сваренных точек. Тонкие заготовки можно сваривать с массивными в нахлёстку со сквозным проплавлением тонкой и несквозным массивной заготовки. Достоинствами лазерной сварки являются возможность вести процесс на очень больших скоростях – до 500 м/ч (для сравнения: средняя скорость ручной дуговой сварки составляет 5 м/ч), узкий кинжальный и даже ниточный шов, чрезвычайно малая зона разогрева с практическим отсутствием деформации полученного изделия. Высокое качество сварного шва, полученного с помощью лазерного излучения, часто позволяет исключить его последующую обработку.
По сравнению с электронно-лучевой сваркой лазерная не требует специальных вакуумных камер, может вестись не только автоматически, но и вручную, что позволяет расширить номенклатуру типоразмеров получаемых изделий и осуществлять процесс в любой требуемой атмосфере. Но с другой стороны, электронное излучение обладает большей проникающей способностью, что позволяет сваривать изделия значительно большей толщины. Комплексное сравнение этих способов по технологическим и экономическим характеристикам показывает, что при сварке металлов толщиной до 5 мм несомненное преимущество имеет лазерная сварка, а при толщине более 10 мм экономически выгоднее использовать электронно-лучевую сварку.
|
|
|
Лазерную сварку материалов малой толщины широко применяют в электронной и радиотехнической промышленности для сварки проводов, пружин, элементов микросхем, герметизации корпусов различных приборов. В других отраслях промышленности лазерную сварку применяют для заваривания аэрозольных баллонов и консервных банок, герметизации лекарственных ампул, сварки сотовых конструкций и деталей турбин. Лазерную сварку с глубоким проплавлением широко используют в производстве крупногабаритных корпусных деталей типа двигателей и обшивки самолётов, автомобилей и судов. Лазером также можно производить не только сварку, но и резку материалов, пробивать отверстия в алмазах, рубинах, сапфирах и стекле. Лазерная резка отличается высокой точностью, хорошим качеством получаемой поверхности (Rz = 30…40 мкм) и может проводиться в любых пространственных положениях, что позволяет широко применять её с компьютерным управлением для получения заготовок сложной геометрической конфигурации. Более «мягкий» расфокусированный лазерный луч используется в качестве универсального источника нагрева при наплавке, напылении и термообработке.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2727; Нарушение авторских прав?; Мы поможем в написании вашей работы!