КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Характеристика толкающих систем управления материальным потоком на предприятии: системы MRP I и MRP II
|
|
|
|
Как уже отмечалось, с середины 1960-х гг. бурное развитие вычислительной техники позволило задействовать ее возможности не только в отдельных наукоемких отраслях. Были предприняты первые попытки оптимальной автоматизации и информатизации бизнеса. Основными целями информатизации являлись точный расчет себестоимости продукции, ее анализ, понижение затрат в процессе производства и повышение производительности в целом за счет более эффективного планирования производственных мощностей и ресурсов. Возросшая требовательность к планированию обусловливалась тем, что основная масса задержек в процессе производства была связана с запаздыванием поступления отдельных комплектующих, в результате которого снижалась эффективность производства, на складах возникал избыток материалов, поступавших в срок или ранее намеченного срока. Кроме того, вследствие нарушения баланса поставок комплектующих возникали дополнительные осложнения при учете последних и отслеживании их состояния в процессе производства, т.е. невозможно было определить, например, к какой партии принадлежит данный составляющий элемент в уже собранном готовом продукте.
В результате поиска решений в области автоматизации производственных систем родилась концепция планирования потребностей в материалах — MRP I. Хотя сама логистическая концепция, заложенная в основу MRP I, была сформулирована еще в середине 1950-х гг., реализовать ее удалось только с появлением соответствующих вычислительных и коммуникационных возможностей.
Главными задачами системы MRP I являются[4]:
-гарантия обеспечения необходимого количества требуемых материалов и комплектующих в любой момент времени в рамках срока планирования;
|
|
|
-поддержание возможно низкого уровня запасов материальных ресурсов, незавершенного производства, готовой продукции;
-планирование производственных операций, расписаний доставки, закупочных операций.
По сути методология MRP I представляет собой алгоритм оптимального управления заказами на готовую продукцию, производством, запасами сырья и материалов, который реализуется с помощью компьютерной системы. Другими словами, MRP-система позволяет оптимально загружать производственные мощности и при этом закупать ровно столько материалов и сырья, сколько необходимо для выполнения текущего плана заказов, и именно столько, сколько возможно обработать за соответствующий цикл производства. Тем самым планирование текущей потребности в материалах позволяет разгрузить как склады сырья (сырье и комплектующие закуплены точно в том объеме, который можно обработать за один производственный цикл, и поступают прямо в производственные цехи), так и склады готовой продукции (производство идет в строгом соответствии с принятым планом заказов, и продукция, относящаяся к текущему заказу, будет произведена к сроку его исполнения (отгрузки).
Процесс планирования включает в себя функции автоматической разработки проектов заказов на закупку и (или) внутреннее производство необходимых материалов (комплектующих). Другими словами, система MRP оптимизирует время поставки комплектующих, тем самым снижая затраты на производство и повышая эффективность последнего. Основными преимуществами использования подобной системы в производстве являются [5]:
-гарантия наличия требуемых комплектующих и уменьшение временных задержек в их доставке, а, следовательно, увеличение выпуска готовых изделий при неизменном количестве рабочих мест и нагрузок на производственное оборудование;
|
|
|
-уменьшение производственного брака, возникающего в процессе сборки готовой продукции из-за использования нестандартных комплектующих;
-упорядочение производства посредством контроля статуса каждого материала. Это дает возможность отслеживать весь конвейерный путь материала — от составления заказа на него до занятия положения в уже собранном готовом изделии. Тем самым достигается полная достоверность и эффективность производственного учета.
MRP-система ускоряет доставку тех материалов, которые в данный момент нужны в первую очередь, и задерживает преждевременные поступления, таким образом обеспечивая одновременное поступление в производство всех комплектующих, которые составляют конечный продукт. Это позволяет избежать ситуации, при которой задерживается поставка какого-либо материала и производство вынуждено приостанавливаться даже при наличии остальных комплектующих конечного продукта. Основная цель MRP-системы — формировать, контролировать и при необходимости изменять даты исполнения заказов таким образом, чтобы все материалы, необходимые для производства, поступали одновременно.
Программный комплекс MRP I схематически представлен на рис. 12.2, отображающем основные информационные элементы системы.
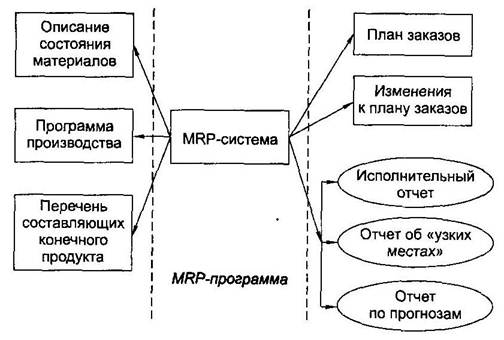
Рисунок 12.2 - Входные элементы и результаты работы MRP-программы [6]
Описание состояния материалов — базовый элемент, обеспечивающий работу MRP-программы, поскольку в нем отражается информация обо всех комплектующих, необходимых для производства конечного продукта: статус каждого материала (имеется ли на руках, или находится на складе, или включен в текущий заказ, или его заказ только планируется), объем запасов, местоположение, цена, возможные задержки поставок, реквизиты поставщиков.
Программа производства — это оптимизированный график производственного процесса на планируемый период. Вначале формируется пробная программа производства, которую тестируют на выполнимость CRP-программой (capacity requirements planning – планировка загрузки производственных мощностей), чтобы определить, достаточно ли производственных мощностей для осуществления плана. Если производственная программа признана выполнимой, то она автоматически формируется в основную программу производства и становится входным элементом MRP I.
|
|
|
Перечень составляющих конечного продукта — это список, в котором перечислены материалы и указано их количество, необходимое для производства конечного продукта. Потребность в материалах рассчитывается исходя из норм расхода. Таким образом, каждый конечный продукт имеет свой перечень составляющих, содержащий описание структуры конечного продукта, т.е. полную информацию по технологии его сборки. Чрезвычайно важно соблюдать точность записей по каждому элементу и своевременно корректировать их при внесении изменений в структуру или технологию производства конечного продукта.
Фактически каждый из вышеуказанных входных элементов представляет собой компьютерный файл данных (базу данных), использующийся MRP 1-программой. Системы MRP реализуются на самых разных аппаратных платформах и входят модулями в большинство финансово-экономических систем. Не останавливаясь на техническом аспекте вопроса, представим логические шаги работы MRP 1-программы [7]:
1) MRP-система, анализируя принятую программу производства, определяет оптимальный график на планируемый период;
2) материалы, не включенные в производственную программу, но присутствующие в текущих заказах, вносятся отдельным пунктом в планирование;
3) на основе утвержденной программы производства и заказов на не входящие в нее комплектующие вычисляется полная потребность в каждом материале, входящем в перечень составляющих конечного продукта;
4) зная полную потребность в материале и его текущий статус, можно вычислить чистую потребность в нем для каждого периода времени по следующей формуле:
Чистая потребность = Полная потребность – Количество, которое находится на рабочих местах – Страховой запас – Резервирование для других целей.
Если чистая потребность в материале окажется больше нуля, то системой автоматически создается заказ на материал;
5) рассматриваются все заказы, созданные ранее планируемого периода, и в них при необходимости вносятся изменения, цель которых — предотвратить преждевременные поставки или задержку поступления от поставщиков.
|
|
|
Таким образом, благодаря MRP-программе корректируются имеющиеся заказы или создаются новые, но во всех случаях обеспечивается оптимальная динамика хода производственного процесса. Эти изменения автоматически модифицируют элемент «Описание состояния материалов», так как любое действие (создание, отмена или модификация заказа) затрагивает статус заказанного материала. В результате работы MRP-программы формируется план заказов на каждый отдельный материал на весь срок планирования.
Основными результатами MRP-системы являются[8]:
- план заказов (planned order schedule), который определяет, какое количество каждого материала должно быть заказано в каждый рассматриваемый период времени в течение срока планирования. Он является руководством к дальнейшей работе с поставщиками и, в частности, определяет программу для внутреннего производства комплектующих (при наличии такового);
- изменения к плану заказов (changes in planned orders), которые являются модификациями к ранее спланированным заказам. Отдельные заказы могут быть отменены, изменены, задержаны или перенесены на другой период.
Возможны и некоторые второстепенные результаты в виде отчетов, цель которых — обнаружение «узких мест» в ходе планируемого периода, т.е. промежутков времени, в которые требуется дополнительный контроль текущих заказов или которые необходимы, чтобы вовремя известить о системных ошибках, возникших при работе программы.
Итак, MRP-система формирует следующие дополнительные результаты-отчеты:
- отчет об «узких местах» планирования (exception report), предназначенный для заблаговременного информирования пользователя о тех промежутках времени в течение срока планирования, которые требуют особого внимания и в которые может возникнуть необходимость внешнего управленческого вмешательства (непредвиденно запоздавшие заказы на комплектующие, избытки комплектующих на складах и т.п.);
- исполнительный отчет (performance report) — основной индикатор правильности работы MRP-системы, оповещающий пользователя о критических ситуациях, возникших в процессе планирования (полное израсходование страховых запасов по отдельным комплектующим, системные ошибки в процессе работы MRP-программы);
- отчет о прогнозах (planning report) — документ, включающий информацию о возможном будущем изменении объемов и характеристик выпускаемой продукции, полученную в результате анализа текущего хода производственного процесса и отчетов о продажах. Может использоваться для долгосрочного планирования потребностей в материалах.
Таким образом, применение MRP I-системы в планировании производственных потребностей позволяет оптимизировать время поступления каждого материала, тем самым способствуя значительному снижению складских издержек и облегчая ведение производственного учета. Практика работы с MRP 1-программами сформировала полярные точки зрения относительно страхового запаса каждого материала. Сторонники его использования утверждают, что запас необходим, поскольку механизм доставки грузов недостаточно надежен. Полное израсходование какого-либо материала автоматически приводит к остановке производства, что обходится гораздо дороже, чем постоянное поддержание страхового запаса. Противники его использования утверждают, что отсутствие страхового запаса — одна из центральных особенностей концепции MRP, согласно которой MRP-система должна проявлять гибкость по отношению к внешним факторам и вовремя вносить изменения в план заказов в случае непредвиденных и неустранимых задержек поставок. Практика показывает, что вторая точка зрения оправданна при планировании потребностей для выпуска изделий, спрос на которые вполне прогнозируем и может контролироваться, а объем производства которых способен оставаться постоянным в производственной программе в течение относительно длительного периода. Следует заметить, что на отечественных предприятиях задержки в процессах поставки являются скорее правилом, чем исключением, поэтому здесь целесообразно вести планирование с учетом страхового запаса, устанавливая его объем в каждом отдельном случае с учетом обстоятельств.
Среди недостатков, присущих системе MRP I, следует выделить следующие[9]:
-повышенные требования к информационно-вычислительным комплексам, через которые идет подготовка и предварительная обработка большого объема исходной информации. Если их мощности не хватит, это может увеличить время логистического цикла;
-возрастание логистических издержек на обработку заказов и доставку материалов при выполнении требования рынка выпускать продукцию в малых объемах с высокой периодичностью, что обусловлено индивидуализацией спроса;
-нечувствительность к кратковременным изменениям спроса, так как система основана на контроле и пополнении запасов в фиксированных точках заказа;
-большое количество отказов в системе из-за необходимости увязывать многочисленные факторы, что неизбежно при комплексном характере системы.
Таким образом, функционирование систем MRP І в условиях реального производства возможно лишь при наличии страховых запасов. Системы MRP I эффективны при существенной зависимости спроса на материальные ресурсы от спроса потребителей на готовую продукцию. В наибольшей степени их преимущества проявляются при достаточно длительных производственных циклах, а также в массовых и крупносерийных производствах.
Анализ развития ситуации в мировом бизнесе выявил, что в себестоимости продукции растет доля затрат, напрямую не связанных с процессом и объемом производства. В условиях, когда год от года усиливается конкуренция, конечные потребители продукции становятся все более «избалованными». Производителям приходится ощутимо увеличивать затраты на рекламу и маркетинг. Одновременно уменьшается жизненный цикл изделий. Все это требует пересмотра подходов к планированию коммерческой деятельности. Если прежде действовал принцип «что-то произвести, а затем постараться продать», то теперь задача иная — «стараться производить то, что продается». Маркетинг и планирование продаж непосредственно включаются в процесс планирования производства. В соответствии с новыми предпосылками зародилась концепция планирования производственных ресурсов — МRР II.
В настоящее время системы класса MRP II считаются эффективным инструментом планирования для реализации стратегических целей фирмы в области производства, маркетинга, финансов и логистики (всего 16 групп функций). Стандарт «MRP II Standart System» поддерживается Американским обществом по контролю за производством и запасами.
Преимуществами MRP II в сравнении с MRP I являются более полное удовлетворение потребительского спроса за счет сокращения продолжительности производственного цикла, уменьшение запасов, улучшение организации поставок, ускорение реагирования на изменение спроса. Принцип организации работы системы MRP II представлен на рис. 12.3.
Особое значение в MRP II-системе приобретают функции обратной связи (feedback). Например, поставщик, не успевающий поставить материалы в оговоренные сроки, обязан безотлагательно послать отчет о задержке, едва узнав о возникновении этой проблемы.
Если проанализировать контракты, заключенные между фирмами и поставщиками и просроченные по вине последних, то окажется, что сроки заказов не вполне отражают даты потребности в заказанных материалах. На предприятиях же, управляемых системами класса MRP II, даты поставки максимально приближены ко времени реальной потребности в заказываемых материалах. В этих условиях крайне важна информированность о проблемах с заказами. Получив предупреждение, система генерирует новый план работы производственных мощностей в соответствии с новым планом заказов.

Рисунок 12.3 - Логическая схема функционирования систем класса MRP II [10]
Как следует из приведенной схемы (рис. 4.6), система MRP I является составной частью MRP П. Кроме нее элементами являются:
-блок исследования и прогнозирования рынка;
-блок планирования загрузки производственных мощностей (CRP);
-блок планирования и контроля продаж и др.
Структура корпоративной информационной системы класса MRP-II (MRP II ISO Standard System)
| 1. Планирование продаж и операций (Sales and Operation Planning) 2. Управление спросом (Demand Management) 3. Основной календарный план производства (Master Production Scheduling – MPS) 4. Планирование потребности в материалах (Material Requirements Planning – MRP) 5. Ведомость материалов (Bill of Materials – BOM) 6. Подсистема операций с запасами (Inventory Transaction Subsystem) 7. Подсистема запланированных поступлений по открытым заказам (Scheduled Receipts Subsystem) 8. Оперативное управление производством (Shop Flow Control – SFC) 9. Планирование потребности в мощностях (Capacity Requirement Planning – CRP) 10. Управление входным/выходным материальным потоком (Input/output control) 11. Управление снабжением (Purchasing) 12. Планирование распределения (Distribution Recourse Planning – DRP) 13. Планирование и контроль производственных операций (Tooling Planning and Control) 14. Планирование финансовых ресурсов (Financial Recourse Planning – FRP) 15. Моделирование (Simulation) 16. Оценка/измерение результатов деятельности (Performance Measurement) |
Современные средства коммуникаций и вычислительная техника позволяют системе MRP II функционировать в режиме реального времени, что значительно повышает эффективность управления материальными потоками. Кроме того, данная система более, чем MRP I, приспособлена к мелкосерийному производству.
Помимо операционного менеджмента, концепция RP может быть использована также и в дистрибьюции как система планирования распределения продукции (DRP). В отличие от систем MRP ее функционирование базируется не на производственном расписании, а на потребительском спросе, что обусловливает характер работы логистических систем этого типа, еще более неопределенный, чем у внутрипроизводственных
3 Понятие и виды тянущих систем управления материальным потоком на предприятии
Второй тип/класс производственных систем получил названия тянущие системы.
«Тянущая» система представляет собой организацию движения сквозного материального потока, при которой инициатором движения потока выступает производственное звено (цех, отдел, участок и т.п.), получающее указанные материальные ресурсы. При этом центральная система управления не вмешивается в процесс обмена материальными ресурсами между подразделениями, а управляющий сигнал (заказ) на отгрузку материалов на последующую стадию производственно-технологического цикла поступает из подразделения — получателя ресурсов. Таким образом, производственная программа предыдущего звена определяется размером и сроками исполнения заказа последующего. Роль центральной системы управления состоит в постановке задач перед конечным звеном производственной технологической цепи, т.е. управление потоком осуществляется децентрализованно. Принцип действия «тянущей» системы показан на рис.12.6
Тянущие системы – это такие системы планирования и организации производства, в которых сырьё, материалы, комплектующие подаются с одной операции на другую по мере необходимости (т.е. жёсткий план-график отсутствует).
При работе по тянущей системе на каждом производственном участке создаётся строго определённое количество деталей, узлов. Последующий участок заказывает и вытягивает с предыдущего участка изделия строго в соответствии с нормой и временем производственного потребления.
Рисунок 12. 6 - Тянущие системы управления материальным потоком на предприятии [11]
Существуют также системы управления запасами в каналах сферы товарного обращения, в которых решение о пополнении запасов на периферийных складах принимаются децентрализовано (стратегия сбыта, направленная на опережающее, по отношению к формированию товарных запасов, стимулирование спроса на продукцию розничного звена).
Основные преимущества тянущих систем: гибкость по отношению к изменениям, децентрализация управления и принятия решений. Однако, более сложна в практической настройке, также, как и толкающая, требует больших временных и организационных затрат.
Наиболее известными системами тянущего типа являются:
1. система (концепция) JIT («just in time» — «точно в срок»);
2. концепция «бережливого производства» (LP – lean production);
3. система Канбан;
4. система ОПТ;
5. ERP-система (Enterprise resource planning (Система планирования ресурсов и внешних связей предприятия )).
Отдельно будет рассмотрена 5S –система (японская система организации рабочего места).
В последние годы во многих странах предпринимаются попытки создать комбинированные системы MRP—JIT с целью взаимного устранения недостатков, присущих каждой из них в отдельности. В подобных системах, называемых иногда MRPIII, принципы «толкающих» систем обеспечивают прогнозирование сбыта и закупок, а принципы «тянущих» систем — оперативное управление производством.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2191; Нарушение авторских прав?; Мы поможем в написании вашей работы!