КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Позиційні, контурні та комбіновані системи управління
|
|
|
|
Жорсткопрограмовані та адаптивні системи управління.
Види систем управління промисловими роботами: жорстко програмовані, комбіновані, уніфіковані
Лекція № 21
1 Жорсткопрограмовані та адаптивні системи управління.
2 Позиційні, контурні та комбіновані системи управління.
3 Уніфіковані системи управління.
Промислові роботи першого покоління, тобто практично більшість роботів, що працюють в промисловості, є жорсткопрограмовані. У них управляюча програмане коректується в процесі обробки при зміні параметрів зовнішнього середовища.
Промислові роботи з адаптивним управлінням (це ПР другого покоління) мають вимірювальні пристрої для сприйняття зовнішнього середовища. Управляюча програма, що управляє, в цьому випадку не повинна містити всю необхідну інформацію. Невизначеність поточної програми знімається шляхом опиту датчиків системи очувствлення і відповідної обробки результатів вимірювання. На основі аналізу параметрів зовнішнього середовища і функціонування самого промислового робота формуються необхідні команди виконавчому пристрою. Такі роботи можуть самонаводитися на довільно розташовані предмети, обходити перешкоди, що нерегулярно з'являються, захоплювати неорієнтовані заготовки із стандартної тари і орієнтувати їх, контролювати наявність об'єкту в захватному пристрої робота і зусилля затиску заготівки, регулювати швидкість переміщення, наприклад, при знятті задирок і шліфуванні, слідувати по неточно визначеній в програмі траєкторії і ін. Адаптивне управління знижує вимоги до периферійного устаткування, значно спрощує програмування, дозволяє використовувати заготовки з ширшими допусками і так далі Адаптивні роботи дозволяють автоматизувати достатньо складні технологічні операції, такі, як зварка, забарвлення, збірка.
|
|
|
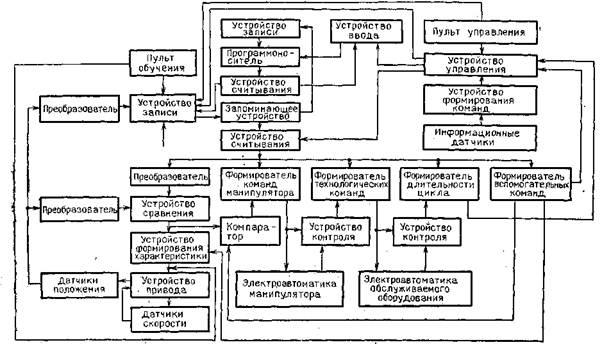 При позиційних системах управління рука ПР рухається від крапки до крапки по жорсткому маршруту, наміченому в програмі. Це відносно проста система управління, що дозволяє роботові виконати нескладні дії («узяти» і «покласти»), наприклад встановити заготівку на верстат, на конвеєр, в прес, а потім після обробки зняти готові деталі. Можливі і складніші дії: укласти деталі штабелю, упакувати деталі, провести точкову зварку. Тут вже потрібне більше число запрограмованих крапок. У багатоточкових позиційних систем число програмованих позицій досягає декількох сотень і обмежується об'ємом пам'яті і допустимою погрішністю позиціонування.
При позиційних системах управління рука ПР рухається від крапки до крапки по жорсткому маршруту, наміченому в програмі. Це відносно проста система управління, що дозволяє роботові виконати нескладні дії («узяти» і «покласти»), наприклад встановити заготівку на верстат, на конвеєр, в прес, а потім після обробки зняти готові деталі. Можливі і складніші дії: укласти деталі штабелю, упакувати деталі, провести точкову зварку. Тут вже потрібне більше число запрограмованих крапок. У багатоточкових позиційних систем число програмованих позицій досягає декількох сотень і обмежується об'ємом пам'яті і допустимою погрішністю позиціонування.
Малюнок 1- Структура позиційної системи управління
У позиційних системах програма може задаватися на матричних штекерних панелях, штекерних барабанах, магнітних барабанах, набором упорів з кінцевими вимикачами, пневмонікою (блоком управління із струменевими логічними елементами).
Позиційна система управління роботом може включати бібліотеку заздалегідь підготовлених підпрограм для окремих частин функціонування робота. Тоді спрощується і скорочується в часі навчання робота під час переналагоджування його на виконання іншого технологічного процесу на тій же ділянці. Крім того, такі підпрограми можуть додатково підключатися для контрольних операцій, сортування виробів, забезпечення роботи ділянки при появі окремих несправностей і так далі
Вибір функціональної схеми позиційної системи управління роботом залежить від конструктивних особливостей машини, характеру датчиків положення, запам’ятовуючого пристрою і так далі На мал. 1 показаний один з прикладів структури позиційної системи управління промисловим роботом. По цій структурній схемі можна прослідкувати всі зв'язки між її елементами, що забезпечують виконання описаних вище функцій системи управління діями робота.
|
|
|
Бажано також застосовувати такі роботи на збірних і деяких інших операціях. Контурне управління здійснюється одним з двох основних способів: безперервним записом інформації про траєкторії або діскретним записом по опорних (вузловим) точках з розрахунком безперервної траєкторії по ним за допомогою інтерполяції. Останнім часом частіше застосовується другий спосіб, як більш зручний при використанні цифрових ЕОМ, що управляють, і мікропроцесорних пристроїв.
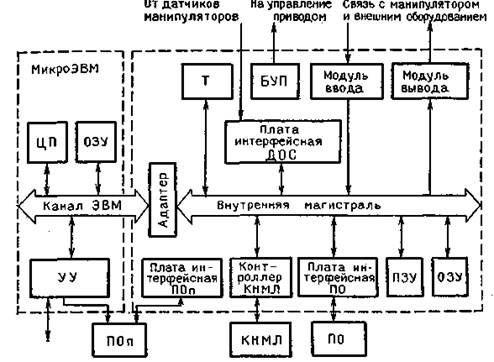
Малюнок 2 - Структура контурної системи управління «УКМ-772» (ЦП - центральний процесор; ОЗУ - оперативний запам'ятовуючий пристрый; УУ – управляючий пристрій; Т - таймер; БУП - блок управлыння приводом; ДОС - датчик зворотного зв'язку; ПОп - пульт оператора; КНМЛ - касетний накопичувач на магнітній стрічці; ПО - пульт навчання; ПЗП - постійний запам'ятовуючий пристрій)
Контурні системи програмного управління промисловими роботами відрізняються наявністю стежачих систем управління приводами із замкнутим контуром і з безперервним управлінням рухом кінцевої точки (затискача або інструменту) маніпулятора по траєкторії. Такі рухи потрібні, наприклад, при дуговій зварці, нанесенні лакофарбних покриттів на складні поверхні.
Контурні системи управління дозволяють захватному пристрою здійснювати безперервні точні і плавні переміщення по заданому контуру із заданими швидкостями, а іноді з прискоренням або уповільненням руху на деяких ділянках траєкторії. Тут вже промислові роботи виконує складніші завдання. Роботи з контурними системами можна використовувати при дуговій зварці по контуру, при нанесенні лакофарбних покриттів, при установці деталей на рухомий конвеєр і знятті їх. Програму робіт в контурних системах управління найчастіше записують на перфострічці або гнучких магнітних дисках. Комбіновані системи управління забезпечують як позиційне, так і контурне управління ПР.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1386; Нарушение авторских прав?; Мы поможем в написании вашей работы!