КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ключові терміни
Тема №3. Обладнання для правки листового й сортового прокату.
Розділ 2. Технологічні операції та обладнання заготівельного відділення
План.
1. Загальні відомости про процес правки.
2. Класифікація обладнання для правки прокату.
3. Правки на багатовалкових листоправильних машинах.
4. Правки на пресах і виправлення розтягуванням.
Хвилястість, коробоватість, правки, крок роликів.
1. Загальні відомости про процес правки.
Основна технологічна задача правки полягає в усуненні хвилястості і коробоватості прокату. Хвилястість це вид відхилень геометричних параметрів, що займає проміжне положення між відхиленнями форми і шорсткістю поверхні. Коробоватість - це хвилястість у взаємоноперпендикулярних напрямках.
Ці похибки кількісно оцінюються стрілою прогину на 1 м довжини прокату.
Хвилястість може служити першопричиною втрати стійкості апаратів, особливо що працюють під дією зовнішнього тиску.
Допустима стріла прогину листового прокату після правки, що відповідає принципам взаємозамінності, повинна становити не більше 1 мм на 1 м довжини. Тому прокат, особливо з профілем малої жорсткості, що має вигини підлягає випрямлянню тобто правці.
Правка являє собою різновид обробки металів тиском і здійснюється шляхом багаторазового знакозмінного пластичного вигину оброблюваного металу при напругах що перевищують межу текучості.Більшисть способів правки прокату та заготівок ведеться у холодному стані.
Правка у горячому стані застосовується при дуже великих викривленнях прокату чи заготівок, коли потрібно прповодити значний вигин прокату, який може привести до зменшення пластичних властивостей металу при проведенні холодної правки.
При малих радіусах кривизни і великих вигинах правку слід вести з нагрівом сталі до температури 900-1150ºС і закінчувати випрямляння при температурі не нижче 700ºС.
2. Класифікація обладнання для правки прокату.
По принципу дії обладнання для правки прокату ділять на три групи: ротаціонні машини, преси і ростягувально-правильні машини. До ротаціонних машин відносяться листоправильні багатовалкові машини і сортправильні багатороликові машини. До пресового обладнання, яке використовувається для випрямляння деталей відносяться гідравличні правильно-згинальні преси, гвинтові преси, правильні та правильно-згинальні преси.
Знаходять застосування в практиці також комбіновані способи випрямляння, при яких поєднуються в одній операції кілька простих технологічних схем правки: 1) розтягнення з нагріванням; 2) нагрів з розтягуванням і стисненням в різних площинах; 3) розтягування з вигином; 4) стиснення з розтягуванням в різних площинах.
Розтягуванням випрямляють смуги шириною до 200 мм, а також листи товщиною до 16 мм, що мають гвинтоподібність і серповидність, які важко усунути випрямленням на роликових машинах. Даний спосіб правки дозволяє отримати точність форми листа в межах 1... 2 мм на 1 м, а при необхідності до 0,15 мм на 1 м довжини заготівки. При товщині листа S > 40 мм його попередньо нагрівають.
Правку сортового прокату робляють на машинах з консольними роликами, які працюють за тим же принципом, що і листоправильні машини.
Рідше використовують правку на пресах, а також ручне випрямляння молотком з круглим бойком.
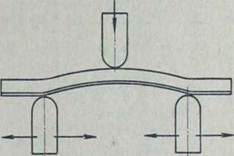
Контроль виправлення здійснюється спеціальним щупом за допомогою лінійки. Фасонний і сортовий матеріали випрамляють на сортоправильних багатороликових машинах, правильно-згинальних горизонтальних пресах, правильних одностійкових пресах (рис. 3.1, а) і на розтягувально- правильних машинах. Сортоправильні машини забезпечують більшу продуктивність, більш високу якість виправлення і не вимагають високої кваліфікації робітників. Процес виправлення на сортоправильних роликових машинах аналогічний виправленню на багатовалкових листоправильних машинах. Заготівка проходить між двома рядами правильних роликів, розташованих у шаховому порядку, багаторазово згинається й виправляється (рис. 3.1, в).
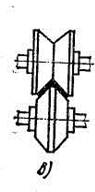
а)
Рисунок 3.1- Схема правки на пресах (а) і кутоправильних вальцях (в).
Відстань між нижніми і верхніми валками змінюють в залежності від поперчного перетину заготівки,що підлягає виправленню.
Ролики на машині змінні, що дозволяє випрямляти на одній машині прокат різного профілю. Сортоправильні машини мають від 7 до 11 правильних роликів. Більша клькість роликів використовується для прокату з малим поперечним перерізом.
У табл.3.1 наведено види та призначення обладнання для холдного виправлення прокату та заготівок.
Таблиця 3.1 Обладнання для холодного випрямляння прокату
| Обладнання | Допустимі викривлення в мм на 1 м довжини після редагування | Область пвикористання |
| Листоправильні вальці | 1,0—2.0 | Правка листового прокату завтовшки S = 10.. 40 мм |
| Багатороликові вальці | — | Правка листа товщиною до 10 мм |
| Правильно-розтягувальні машини | — | Правка дуже тонких листів |
| Кутоправильні вальці | 1.0 | Правка угловой сталі |
| Горизонтальні згинальні преса | 1.0 | Правка балок и швелерів до № 60 |
| Вертнкальні згинальні преса | 1.0 | Правка балок и швелерів до № 45 |
| Правильні преса | 0,05—0,15 | На ручних пресах правка прутків і труб діаметром до 25-30 мм, на фрикційних пресах - до 60 - 100 мм |
| Правильно-відрізні верстати | 0,5—0,7 | Правка і відрізка заготівок з прута та труб, що поставляються в бухтах діаметром 0,25-6 мм |
| Правильно-калібровочні верстати і роликові правильні машины | 0,5-0,9 | Правка и калібровка круглого прокату і труб діаметром до 120 мм |
3 Виправлення на багатовалкових листоправильних машинах
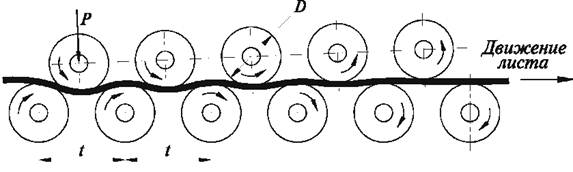
Виправлення на багатовалкових листоправильних машинах виконується між двома рядами валків, розташованих у шаховому порядку (рис.3.1) і які обертаються. Заготівка пропускається між двома рядами валків. Відстань між нижніми і верхніми валками змінюють в залежності від товщини листа, що підлягає виправленню. При проходженні між валками кожна ділянка листа багаторазово вигинається у протилежні сторони і випрямляється. Нижній ряд приводний, верхній ряд валків обертається за рахунок сил тертя і має можливість вертикального переміщення, тобто регулювання тиску на лист. Число валків непарне 5... 23. Багатовалкові листоправильні машини можуть мати паралельне (рис. 3.2а) і непаралельне (рис.3.2б) розташування рядів валків.Непаралельне розташування валків забезпечує послідовне зменшення кривизни перевигину листів у валках, що покращує якість випрямляння. Ці машини використовуються для виправлення тонкого матеріалу. Випрямляння проводять за 3 - 5 проходів при прямому і зворотньому ходах (реверсивний рух). Швидкість подачі 0,06... 1,5 м / с.
 а)
а)
 Рисунок 3.2- Схема роботи багатовалкової листоправильної машини
Рисунок 3.2- Схема роботи багатовалкової листоправильної машини
|
Для виправлення тонких листів кількість роликів збільшують, забезпечуючи при цьому "м'які" режими деформації. Важливим параметром при виправленні є крок роликів. Крок роликів –це відстань між осями двох роликів які знаходяться в одному ряду. Крок роликів t вибирають з ряду: t = 200; 250; 400; 450 мм (табл. 3.2).
Таблиця 3.2 Кількість роликів і значення кроку в залежності від товщини листа
| Товщина листа, мм | 4 -6 | 4 -10 | 6 -16 | 12 -25 | 10 -32 | 20 -32 | 18 -50 |
| Крок роликів t, мм | |||||||
| Кількість роликів |
Діаметр ролика вирають по залежністі: D = (0,9... 0,95) t. Зі зменшенням кроку роликів t точність правки зростає.
Зусилля випрямляння у листоправильних машинах розраховують за максимально допустимою силою, прикладеною до одного ролика (3.1), та
зусилля виправлення яке прикладене до нижнього ряду валків (3.2).
Розрахунок зусилля випрямляння що діє на один валок виконується за формулою [ 3]:
 (3.1)
(3.1)
де b-ширина листа, м;
s - товщина листа, м;
 и - тимчасовий опір вигину, МПа;
и - тимчасовий опір вигину, МПа;
t - крок роликів, м.
Розрахунок зусилля випрямляння яке прикладене до нижнього ряду валків виконується за формулою [ 2]:
 , (Н) (3.2)
, (Н) (3.2)
де В - ширина листа, м
n- кількість верхніх валків.
sT – межа текучесті, Мпа;
t – відстань між валками (крок валків), мм.
Також важливим параметром є відстань між рядами нижніх та верхніх валків.Якщо від стань між рядами буде завелика то технологічний процес виправлення не буде виконуватися, а при заменшенній вістані може від бутися заклинення машини. Відстань між рядами нижніх та верхніх валків виконується за формулою [2]:
 , (мм) (3.3)
, (мм) (3.3)
де S – товщина листа, мм;
E – модуль пружності, Мпа;
sT – межа текучесті, Мпа;
3.1 Призначення, устрій і кінематична схема семивалкової листоправильної машини.
Машини призначені для виправлення листового матеріалу в холодному стані.
Багатовалкова пресова машина (рис. 3.3) складається з нерухомої нижньої станини 12 і рухливої верхньої станини 7. У верхній станині змонтовані верхні приводні правильні валки 10, в нижній станині - нижні приводні правильні валки 11, правильні валки спираються на опорні ролики 1, для
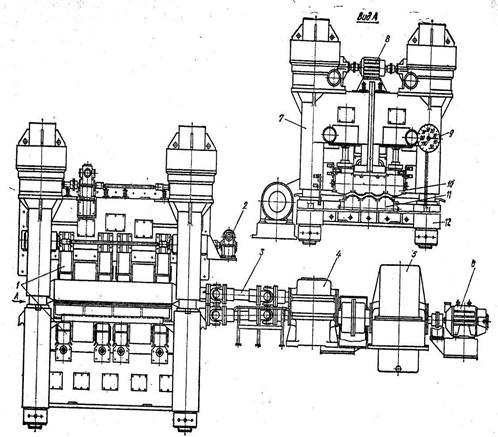
Рисунок 3.3 - Семивалкова листоправильна машина
запобігання прогину правильних валків. Ролики підтискаються до правильних валків гвинтами або клиновими пристроями. Правильні валки і опорні ролики встановлені в станинах на підшипниках кочення і розташовані в індивідуальних обоймах. Головний привід машини складається з одного або двох електродвигунів 6, редуктора 5 і шестеренної кліті 4. Обертання валкам передають шарнірні шпинделі 3, які дозволяють обертатися валкам при різних положеннях верхньої станини по висоті.
Для регулювання відстані між верхніми і нижніми правильними валками залежно від товщини листів, які підлягають виправленню, верхня станина може опускатися і підніматися за допомогою приводу натиску 8. Урівноваження верхньої станини - пружинне. Необхідну відстань між верхніми і нижніми валками встановлюють за вказівником 9. Крайні положення верхньої станини і направляючих валків обмежують кінцеві вимикачі. Крайні верхні напрямні валки мають додаткове регулювання по висоті від індивідуальних приводів 2. Регулювання крайнього валка на вході забезпечує зручність введення листа в машину, а регулювання крайнього валка на виході забезпечує прямолінійність проходження правки листа.
Наведена на рис. 3.3 семивалкова правильна машина має чотири верхніх і три нижніх приводних валка. Кінематична схема головного приводу машини наведена на рис. 3.4.
|
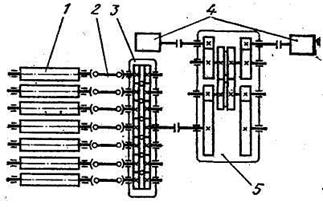
Рисунок 3.4 - Кінематична схема головного привода семивалкової листоправильної машини:
1 — правильний валок, 2 — шарнірний шпиндель..
3 — шестеренна кліть, 4 — электродвигун, 5 – редуктор.
У машинах для правки тонких листів верхня станина жорстко пов'язана з нижньої. Верхні правильні валки встановлені на рухомій траверсі, яка механізмом натиску переміщається по напрямних верхньої станини. При цьому траверса з верхніми валками може бути встановлена під деяким невеликим кутом по відношенню до нижніх валків, що покращує якість правки виправляємого листа.
3.2. Алгорит розрахунку процесу випрямляння на багатовалкових листоправильних машинах.
1) Вибір необхідної пресової машини здійснити за таблицею 3.2
Таблиця 3.2 пресові машини
| Тип машини | Крок роликів, мм | Кількість роліков | Діаметр роліков, мм | Швидкість правки, м/с | Потужність головного приводу, кВт | Лист що підлягає виправленню | |||
| товщина, мм | ширина, мм | Межа текучесті МН/м2 | |||||||
| А | 0.2 | 4-6 | |||||||
| А | 0,17 | 4-10 | |||||||
| А | 0,13 | 6-16 | |||||||
| А | 0,25-0,4 | 12-25 | |||||||
| А | 0,13 | 10-32 | |||||||
| А | 0,1 | 2X155 | 20-32 | ||||||
| А | 0,1 | 2X280 | 18-50 | ||||||
| Б | 0,13-0,4 | 1,5-4 | |||||||
| Б | 0,24 | 1,5-4 | |||||||
| Б | 0,6 | 2-5 | |||||||
| Б | 0,1-0,5 | 3-12 |
2) Відстань між верхніми і нижніми валками:
, (мм)
де S – товщина листа, мм;
E – модуль пружності, Мпа;
sT – межа текучесті, Мпа;
t – відстань між валками (крок валків), мм;
3) Зусилля випрямляння листа:
, (Н)
де В - ширина листа, м
n- кількість верхніх валків.
Щоб дізнатися кількість верхніх валків, необхідно до загального числа валків додати одиницю і отриману суму розділити навпіл.
4) Визначення крутних моментів на валках.
До елементів розрахунку листоправильних машин з паралельними рядами валків відноситься розрахунок крутних моментів на валках, по яких визначають потужність приводу обертання валків. Загальний крутний момент для пресової машини.
МКР = МКР' + МКР'' + МКР'''
де МКР' - крутний момент, що витрачається на пластичну деформацію викривлень при правці;
МКР'' - крутний момент, що витрачається на перегин заготовки під усіма валками;
МКР''' - крутний момент сил тертя кочення валків по заготовке та в підшипниках валків.
 ,
,
де D - діаметр валків, мм;
RСР - середній радіус викривлень, RСР = 60 * S
М0 - початковий згинальний момент.
М0 = k1 × W × sT , (Н × мм),
де k1 - коефіцієнт профілю, k1 = 1,5
W - момент опору поперечного перетину листа, мм3
sT - межа текучості матеріалу, МПа
Мср - середній згинальний момент.
де k2 – коефіцієнт зміцнення k2 = 5,0…5,8
r - відносний радіус вигину, 
 ,
,
де n – кількість усіх валків.
 ,
,
де t - крок валків;
f - коефіцієнт тертя кочення валків по прокату, f = 0.8мм;
μ - коефіцієнт тертя ковзання в підшипниках; для підшипників з бронзовими вкладишами μ = 0.06... 0.08;
d - діаметр цапфи валка,
d = 100мм; 125мм; 150мм.
4) Потужність приводу машини [4].
 , (кВт)
, (кВт)
де: Мкр - загальний крутний момент на валках, Нм;
V - швидкість правки, м / с;
D - діаметр валків, м;
η - ККД приводу машини, η = 0,8... 0,9;
|
|
Дата добавления: 2014-01-04; Просмотров: 770; Нарушение авторских прав?; Мы поможем в написании вашей работы!