КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виправлення на пресах і правка розтягуванням
На гвинтових пресах застосовують плоску правильну плиту, встановлену на столі преса, і плоску плиту, закріплену на повзуні. Виправленняздійснюють ударами повзуна по заготівці, покладеної на плиту столу. Для виправлення листового матеріалу на правильно-згинальних гідравлічних пресах застосовують прокладки. Одна прокладка укладається на викривлену частину листа з опуклого боку, а дві інші - з протилежного боку заготівки по краях викривлення. Під дією повзуна заготівка згинається і виправляється.
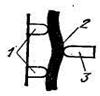
При виправленні фасонного і сортового прокату на правильно-згинальних горизонтальних пресах і на правильних одностійкових пресах, зворотний вигин вигнутої заготівки відбувається під дією пуансона 3 (рис. 3.3, а), який тисне на випуклу частину заготівки 2, що опирається на опорні колодки 1. Регулюванням відстані між колодками і ходу пуансона досягається необхідна величина вигину заготівки.
При виправленні розтягуванням (рис. 3.3 б) заготівка закріплюється кінцями в затискних голівках розтягувальної машини; при переміщенні робочої голівки заготівку розтягують на певну величину і виправляють.

а) б)
Рисунок 3.3- Схеми виправлення
Розтягувально- правильні машини призначені для випрямлення листів із сталі і кольорових сплавів, для випрямлення і розкручування пресованих прутків, для випрямлення профілів і труб. Мінімальна товщина виправляння розтягуванням листів 0,3 мм. Останнім часом розтягувально- правильні машини застосовують для виправлення не тільки тонких, але і товстих листів з максимальною товщиною до 50 мм. Розміри листів досягають по ширині 3500 мм, по довжині 10 000 мм.
Розтягувальна машина складається зі станини, затискних голівок (робочої і допоміжної), механізму для переміщення робочої головки, механізму для установки допоміжної голівки і головного приводу. Робоча і допоміжна голівки забезпечені пристроями для закріплення листа. Лист затискається в голівках задопомогою губок; в машинах полегшеного типу цю операцію виконують вручну, а в машинах важкого типу - з використанням електро- пневмо- або гідроприводу.
Рух робочої голівки передається від електро- або гідроприводу; останній має переважне застосування.
Налагодження машини та контроль за випрямлянням виконують з урахуванням показань шкали, що фіксує положення робочої голівки; зусилля розтягування фіксується манометром. Серійно випускаються правильно-розтягувальні машини, призначені для випрямлення профілів і труб розтягуванням, розвивають номінальне зусилля від 0,16 до 2,5 МН.
|
|
Дата добавления: 2014-01-04; Просмотров: 328; Нарушение авторских прав?; Мы поможем в написании вашей работы!