КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Проектування розбирально-мийної дільниці
|
|
|
|
У розбірно-мийних цехах (відділеннях) виконують зовнішнє миття об'єктів, розбирання на складальні одиниці і деталі, миття складальних одиниць і деталей, дефектацію деталей, а на великих підприємствах — і централізоване приготування миючих розчинів.
Структура розбірно-мийних підрозділів ремонтних підприємств багато в чому визначається номенклатурою і програмою підприємства, його спеціалізацією і типом виробництва. Звичайно, щоб точніше визначити структуру цеху (відділення), складають схему технологічного процесу розбірно-мийних робіт, що виконуються в даному підрозділі.
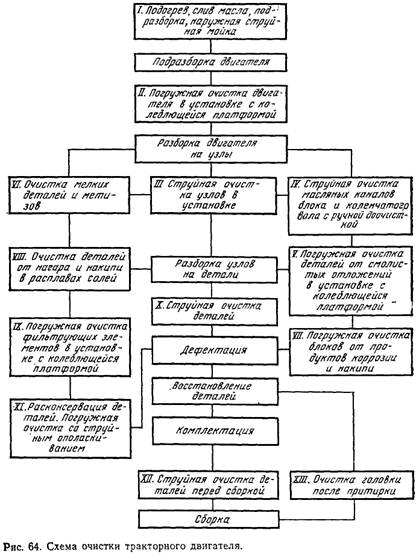
Варіанти схем технологічних процесів розбірно-складальних і мийно-очисних робіт при ремонті гусеничних тракторів класу тяги 30 кН і двигунів зображені на малюнках 63 і 64.
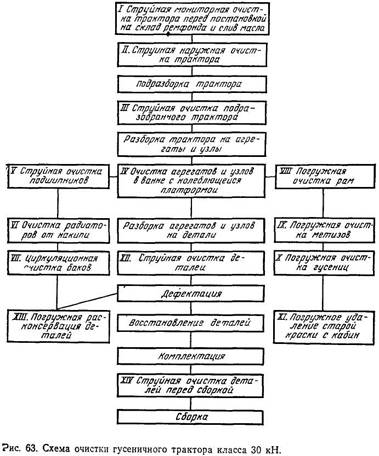
За допомогою таких схем визначають число і назви ділянок і робочих місць, розраховують необхідне устаткування і відповідно до схеми технологічного процесу займаються розстановкою устаткування по робочих місцях на ділянках.
Устаткування загального призначення розміщують з урахуванням норм відстаней між устаткуванням і елементами будівель, між окремими видами устаткування, а також з урахуванням ширини внутрішньо-цехових проїздів і проходів, приведених на малюнках 61 і 62 і в таблицях 50...53.
Спеціальне устаткування, використовуване в розбірно-мийних підрозділах, також розміщують відповідно до норм технологічного проектування розбірно-мийних цехів (відділень) ремонтних підприємств. Схеми розстановки устаткування і норми відстаней між найбільш часто вживаним устаткуванням і елементами будівель, а також між окремими видами устаткування і стендів приведені на малюнках 65 і 66.
|
|
|


Норми відстаней між стендами, столами і механізованим транспортом (конвеєрами, монорельсами і т. п.) дані на малюнку 67.
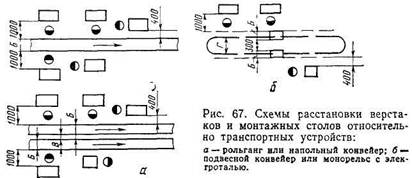
Відстані 400 і 1000 мм від стендів, монтажних столів або виступаючих частин розбиральних (збиральних) об'єктів до транспортних пристроїв можуть бути збільшені з урахуванням можливості обслуговування або ремонту устаткування.
Ширину рольганга, конвеєра або монорельса Б приймають рівній їх конструктивній ширині або найбільшому розміру переміщуваного об'єкту, якщо він більше ширини конвеєра.
Відстань між транспортними пристроями В також приймають залежно від їх конструктивних розмірів і розмірів переміщуваних об'єктів, але не менше 100 мм.
Відстань між лініями підвісного конвеєра або монорельса приймають не менше суми Б + 300 мм.
Виробництво, де застосовуються вогненебезпечні миючі препарати типу AM-15, відносять по пожежній небезпеці до категорії Б. Якщо робочі місця, займані ваннами з такими препаратами (за умови, що кількість препарату не перевищує 0,5 м3), складають загальну площу не більше 200 м2, то вибухопожежною зоною вважають зону в радіусі до 5 м на всі боки від ванн. Робочі ділянки (місця) з використанням вогненебезпечних миючих препаратів звичайно розміщують біля зовнішніх стін з віконними отворами, не вигороджують, але строго забезпечують необхідні протипожежні вимоги.
Приклад планування ділянки розбирання головок циліндрів тракторних двигунів показаний на малюнку 68. З робочого місця підрозбирання двигуна головка по рольгангу 1 поступає на універсальний стенд 2 для розбирання головок циліндрів. Дрібні деталі укладають в сітчасту тару і при допомозі електроталі 4 по монорельсу відправляють на миття.
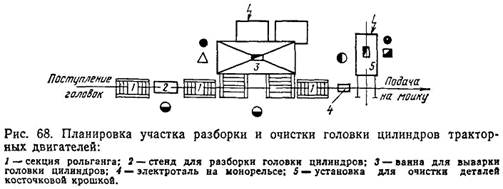
Головку циліндрів подають у ванну 3 для видалення накипу, а потім в установку 5, де видаляють нагар кісточковою крихтою або іншим способом.
|
|
|
Планування розбірно-мийного відділення спеціалізованого підприємства по ремонту тракторних двигунів з програмою до 10 тис. двигунів в рік показана на малюнку 69.
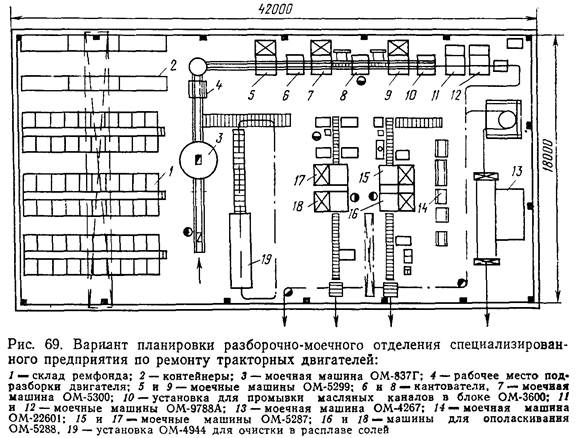
Процес розбирання і очищення двигунів виконують в такій послідовності.
Двигун з складу ремонтного фонду 1, обладнаного мостовим краном, подають на підставку для першого підрозбирання (знімають електроустаткування, паливну апаратуру, очисник повітря, ковпак головки циліндрів і кришку кожуха зчеплення).
Зняті деталі і складальні одиниці укладають в спеціальні контейнери для відправки їх на подальше очищення. Підрозібраний двигун на візку по рейковому шляху (або іншим транспортом) подають в прохідну мийну машина 3 (марки ОМ-837Г ГОСНИТИ*), де він піддається струменевому зовнішньому миттю. Потім двигун на робочому місці 4 піддається подальшому (другий) підрозбиранню (знімають водяний насос, масляні фільтри, головку циліндрів, зчеплення) і по рольгангу направляють в мийну машина 5 типа ОМ-5299 з платформою, що коливається, або у виварювальну ванну, де він очищається розчином типу, що растворяюще-емульгує AM-15. Очищений двигун встановлюють на кантувальник 6, повертають на 180°, щоб злити миючий розчин, і знову по рольгангу направляють в мийну машина 7 типа ОМ-5300 для обполіскування в розчинах МС-6 або лабомід-101. Після обполіскування двигун закріплюють на кантувальнику 8, зливають залишки розчину і розбирають на складальні одиниці і деталі, які групують по видах забруднень і направляють їх на очищення у відповідні потоки.
Блок циліндрів очищають спочатку в машині 9 типу ОМ-5299 препаратом типу АМ-15 або лабомід-315, потім за допомогою установки 10 марки ОМ-3600 обполіскують і промивають масляні канали. Накип і корозію з блоку видаляють в машинах 11 і 12 типу ОМ-9788А.
Групу деталей (головки циліндрів, клапани, колектори і ін.) з нагаром і накипом очищають в установці 19 типа ОМ-4944, де ці забруднення видаляють в розплаві солей.
Велику групу деталей з масляними і асфальтосмолистими забрудненнями очищають в двох потоках спочатку в машинах 15 і 17 типу ОМ-5287, потім обполіскують їх в машинах 16 і 18 твань ОМ-5288. Масляні канали колінчастого валу очищають в спеціальній машині 14 марки ОМ-22601 з попереднім виварюванням в препараті АМ-15 або лабомід-315.
|
|
|
Після очищення всі деталі пасивують в мийній машина 13 типа ОМ-4267 з підвісним конвеєром. Очищені деталі поступають на ділянку дефектації.
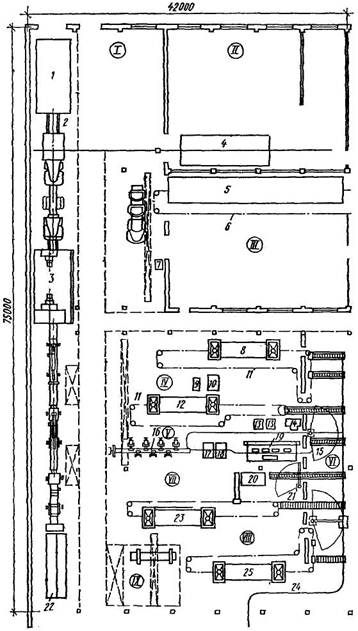
Варіант планування розбірно-мийного відділення авторемонтного заводу з річною програмою 5 тис. автомобілів типу ЗІЛ і 20 тис. агрегатів таких же автомобілів показаний на малюнку 70.
Автомобіль, що підлягає ремонту, буксиром доставляють з майданчика ремфонду в камеру підігріву 1. З неї за допомогою вантажонесущого конвеєра 2 типи 70-7878-1505 автомобіль переміщають до постів підрозбирання. З нього знімають колеса, кузов, кабіну, оперення, радіатор і електроустаткування. Підрозібраний автомобіль піддають зовнішньому миттю в машині 3 типу М-206.
Кузов самоскида при допомозі електроталі і монорельса подають на ділянку ремонту кузовів, де його заздалегідь очищають у ванні 4.
Кабіни направляють в установку 5 марки АКТБ-142, де видаляють стару фарбу, обполіскують, сушать і за допомогою підвісного конвеєра 6 переміщають на ділянку ремонту.
Підрозібраний автомобіль після миття розбирають на складальні одиниці і деталі, які потім подають на відповідні ділянки для подальшого розбирання і миття.
Для розбирання і очищення двигунів організують такі ж робочі місця і ділянки, як і при розбиранні тракторних двигунів. Рами очищають в двох секційних ваннах 22. У одній секції раму виварюють, в іншій обполіскують і направляють на ділянку розбирання. Дрібні деталі і метизи промивають в установці 20 типа ОМ-6068.
Всі деталі після очищення переміщаються пластинчастими конвеєрами через ділянку дефектації і потім за допомогою підвісного конвеєра 24 типу ГН-100P транспортуються у відповідні відділення і ділянки подальших технологічних операцій.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2442; Нарушение авторских прав?; Мы поможем в написании вашей работы!