КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Орієнтовна продуктивність при електрозварюванні і наплавленні
|
|
|
|
| Параметри | Ручна зварка і наплавлення | Автоматичне наплавлення під флюсом | Вібродуговая наплавлення |
| Продуктивність по розплавленому металу, кг/ч | 0,8 | 3,2 | 0,9-1,2 |
| Продуктивність за площею покриття (дм2/ч) | 3,6-4,8 | 7,2-9 | 4,3-6 |
| при товщині шару (мм) | 3-5 | 3-5 | 2-2,5 |
Орієнтовна продуктивність газової зварки:
| Товщина проварюваного металу, мм...... | 2 - 4; | 4 - 6; | 6 - 9 |
| Годинна витрата зварювального дроту, кг..... | 0,3; | 0,5; | 0,75 |
| Продуктивність зварки, дм2/ч....... | 7,7; | 4,2; | 3,5 |
При укрупнених розрахунках розподіл зварювально-наплавлювальних робіт можна прийняти наступним (%):
| Підготовчі роботи по зварці (наплавленню)............ | |
| Газова зварка і резка....................... | |
| Ручна зварка електродуги................... | |
| Вібродуговая наплавлення........................ | |
| Автоматичне наплавлення під флюсом................ | |
| Наплавлення в середовищі захисних газів.................. |
Продуктивність апаратів, металізацій, при розпилюванні стали (кг/ч):
| Марка апарату........ | ГИМ-2 | ЛКУ | ЕМ-3А | ЕМ-6 | МВЧ-3 |
| Продуктивність, кг/ч.... | 0,8 - 1,0 | 3 - 4,5 | 3,5 | 7 - 12 | 8 - 10 |
Кількість робочих визначається за річним обсягом робіт і дійсним річним фондом часу зварювача (оператора при металізації); середній розряд робочих відділення 3. Коефіцієнт щільності устаткування для розрахунку площі 4-4,5.
Вентиляція відділення загальнообмінна припливно-витяжна і місцева з відсмоктуваннями від постів зварки і металізації.
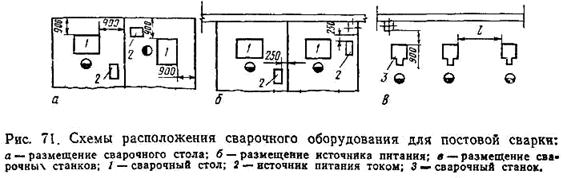
Норми відстаней між устаткуванням і елементами будівель. Розміри зварювальних кабін для ручної дугової зварки встановлюють залежно від розмірів зварюваних деталей або складальних одиниць. При розмірах в плані складальних одиниць (деталей) до 0,5х0,5 м розмір кабін приймають 3х3 м, а при розмірі зварюваних об'єктів до 0,5х1,0 м розмір кабін складає 3х4 м. Якщо розмір зварюваних виробів перевищує 1 м, то розмір кабіни вибирають таким, щоб в ній залишалося 3...4 м2 вільній площі.
|
|
|
Схеми розташування зварювального устаткування і відстані від стінок кабіни до зварювального столу, а також відстані між зварювальним устаткуванням до стінок кабіни і елементів будівлі показані на малюнку 71.
Відстань l між зварювальними верстатами (мал. 71, в) залежить від габаритів зварюваних виробів по фронту верстатів. При розмірі виробів до 0,5 м цю відстань l встановлюють в межах 2...2,5 м, при розмірі до 1,0 м відстань беруть 3...3,5 м і при розмірі виробу 1,5...2,0 м відстань між верстатами встановлюють рівним 4...6 м.
Відстані від зварювального стенду (кондуктора) до колони або інших елементів будівлі і між стендами (кондукторами) рекомендуються 1,5 м.
Відстані від виступаючої частини підвіски конвейєра або зварюваного виробу до бічної або тильної сторони зварювального устаткування рекомендуються 1 м.
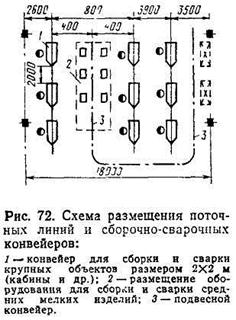
Відстані між лініями складально-зварювальних конвейєрів, вживаних для зварки великогабаритних виробів (кабін і ін.), показані на малюнку 72.
Приклади організації зварювальних робочих місць показані на малюнку 73. Як підйомно-транспортне устаткування для обслуговування робочих місць встановлюють підвісні одноблочні крани, консольно-поворотні крани, рейкові шляхи, рольганги і інші пристрої.
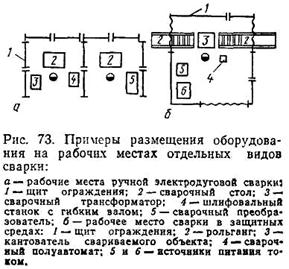
Робочі місця в зварювально-наплавлювальному відділенні розміщують відповідно до технологічного процесу ремонту об'єкту. Пости для зварки, електродуги, звичайно розміщують біля темної (глухий) стіни і обгороджують металевими щитами, утворюючи кабіни. Пости газополум'яної зварки розміщують так само, але не обгороджують. Устаткування і робочі місця для механізованої зварки або наплавлення розташовують уздовж стін з природним освітленням.
|
|
|
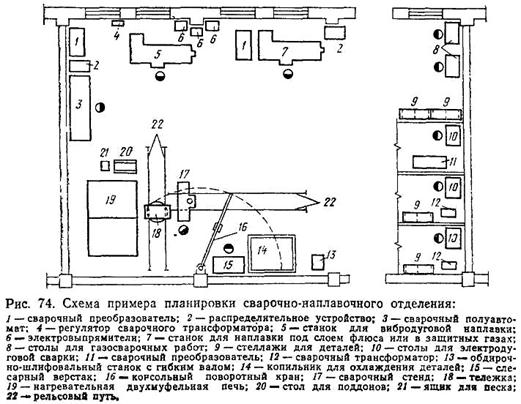
Приклад планування зварювально-наплавлювального відділення показаний на малюнку 74.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 570; Нарушение авторских прав?; Мы поможем в написании вашей работы!