КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тривалість: 1 год. 20 хв
|
|
|
|
Друкарських форм
Тема: Цифрові технології виготовлення флексографічних
Цифрові технології формних процесів
Лекція №11
Місце проведення:
План лекції:
1. Різновиди флексографічних форм та їх структура.
2. Схеми виготовлення форм за цифровими технологіями.
3. Лазерні експонуючі пристрої в цифрових технологіях виготовлення флексографічних друкарських форм.
1. Різновиди флексографічних форм та їх різновиди
Флексографічні друкарські форми, які виготовлені за цифровою технологією, можна класифікувати за різними ознаками (рис. 1):
· варіант технології виготовлення форм: виготовлені лазерним гравіюванням і за масочною технологією;
· вид матеріалу форми: еластомерні (з вулканізованої гуми), полімерні і фотополімерні;
· геометрична форма: циліндричні та пластинчасті.
Класифікацію можна продовжити і за рядом інших ознак: товщині форм, висоті рельєфу, стійкості форм до розчинників друкарських фарб і т.д. Структура фотополімерних форм не відрізняється від структури форм, виготовлених за аналоговою технологією, оскільки формування друкуючих і пробільних елементів здійснюється також в товщі ФПК під впливом тих же процесів. Відмінність полягає в іншій конфігурації друкуючих елементів (рис. 2).
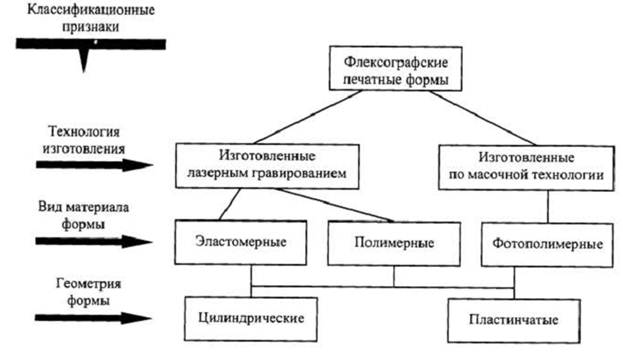
Рис. 1. Класифікація флексографічних форм, виготовлених за цифровою технологією
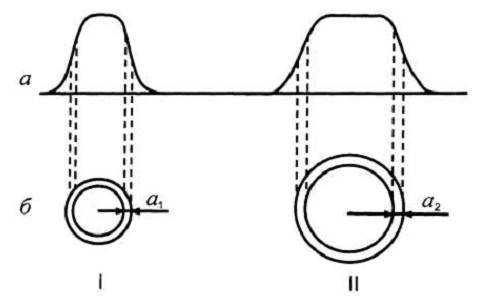
Рис. 2. Конфігурація друкуючих елементів (а) на формах та їх розтискування (б), при друкуванні з форм, виготовлених за цифровою (І) та аналоговою (ІІ) технологіями
Вони мають більш круті бічні грані. Це забезпечує менше розтискування друкуючих елементів в процесі друкування (а1 < а2). Еластомірні (гумові) та полімерні форми, виготовлені лазерним гравіюванням, являють собою структури, сформовані в шарах або вулканізованої гуми, або спеціального полімерного матеріалу.
2. Схеми виготовлення форм за цифровими технологіями
Фотополімерні пластинчасті форми виготовляються за наступною схемою:
· контроль електронної версії друкарської форми і формних пластин (рис.3, а);
· підготовка обладнання до роботи (ЛЕП для запису інформації на масочний шар, а також пристроїв для експонування ФПШ і обробки форми);
· вибір режимів запису інформації на масочний шар ФПП, експонування ФПШ і обробки;
· запис інформації на масочний шар ФПП лазерним випромінюванням - отримання маски (рис. 3, б);
· основне експонування ФПШ через маску (рис. 3, в);
· експонування зворотного боку ФПП (рис.3, г);
· видалення незаполімерізованого шару з пробільних елементів (рис.3,д);
· сушка форми (при необхідності);
· фінішинг (рис. 3, е);
· додаткове експонування друкарської форми (рис. 3, ж);
· контроль друкарської форми.
Перераховані стадії процесу виготовлення форм, починаючи з видалення незаполімерізованного шару, аналогічні виготовленню друкарських форм за аналоговою технологією. На практиці послідовність ряду стадій може бути змінена. Так, експонування зворотного боку ФПП може проводитися до отримання маски, до або після основного експонування (рис. 3). Експонування зворотного боку пластини після основного експонування пов'язано з виключенням можливості механічного пошкодження раніше сформованої маски. Крім того, як і в аналоговій технології видалення незаполімерізованого шару може здійснюватися або вимиванням, або з використанням термічної обробки.
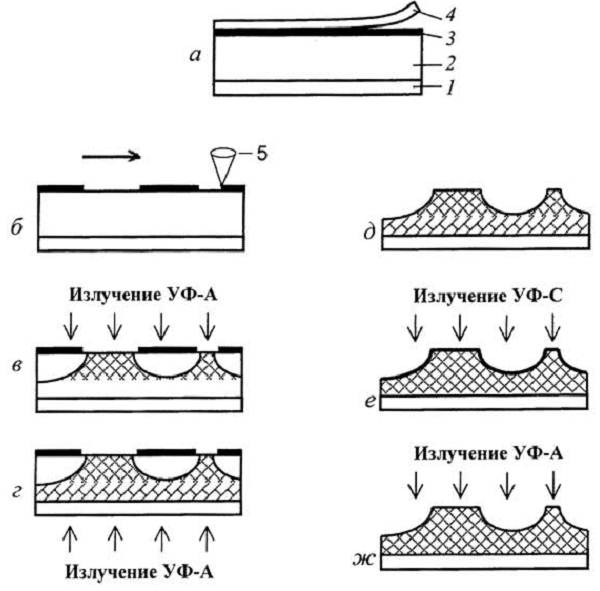
Рис.3. Виготовлення флексографічних форм за цифровою масочною технологією: а – формна пластина, б – отримання маски, в- основне експонування ФПШ через маску, г –експонування оборотної сторони ФПП, д – форма після видалення незаполімеризованного шару з пробільних елементів, е – фінішинг, ж – додаткове експонування друкарської форми;
1 – підкладка, 2 – ФПШ, 3 – масочний шар, 4 – захисна плівка, 5 – лазер
Фотополімерні циліндричні форми. Схема виготовлення цих форм характеризується низкою відмінних рис. Циліндричні форми (рукавні, рідше безстикові - пластинчасті зі спаяними краями) виготовляються на фотополімеризованому матеріалі з масковим шаром. Цей матеріал розміщується на гільзі і, як правило, попередньо піддається експонування з оборотної сторони (ця операція проводиться при його виготовленні). Процес виготовлення форм здійснюється, як і для пластинчастих, спочатку на ЛЕП проводиться запис інформації на масочний шар. Подальші операції, починаючи з основного експонування, виконуються на обладнанні, що забезпечує можливість кругового експонування й обробки.
Еластомірні циліндричні форми. Отримання еластомірних друкарських форм за цифровою технологією здійснюється прямим лазерним гравіруванням і включає операції з виготовлення формного циліндра, що представляє собою гумовий стрижень, підготовці його поверхні до лазерного гравірування, що полягає в обточуванні та шліфуванні гумового покриття. Надалі на ньому проводиться пряме лазерне гравіювання, очищення гравірованої поверхні циліндра від залишків продуктів горіння гуми та, власне, контроль форми. При використанні гільз з гумовим покриттям, спеціально призначеним для лазерного гравірування, підготовка поверхні не проводиться і, отже, скорочується кількість операцій процесу отримання форми.
Полімерні циліндричні форми. Циліндричні форми можуть бути отримані на полімерних матеріалах (циліндричних безшовних гільзах, рідше безстикових пластинчастих). Виготовляються вони в одну стадію на одній одиниці обладнання. Після контролю ЕВПФ і вибору режимів гравірування безпосередньо здійснюється гравірування лазерним випромінюванням.
3. Лазерні еспонуючі пристрої в цифрових технологіях виготовлення флексографічних друкарських форм
Різні моделі ЛЕП комплектуються різноманітними типами систем, що забезпечують кріплення формних пластин на полімерній та металевій (наприклад, сталевій) підкладках. Кріплення може здійснюватися шляхом вакуумного притиску, магнітним способом за допомогою постійних магнітів, а також за допомогою привідних штифтів або комбінованим способом з використанням вакуумного і магнітного притисків. На таких пристроях можливо здійснювати запис зі швидкістю 1,5-8 м2/час на формні пластини від малого до надвеликого форматів. Роздільна здатність запису становить від 1800 до 4000 dpi, що дозволяє здійснювати запис зображення з лініатурою до 220 lpi. Залежно від виду оптичної системи в ЛЕП різних типів можливий як однопроменевий запис, так і запис декількома (8, 15, 25, 48) променями (для моделей малого та середнього форматів) і більш ніж 200 променями (для моделей великого формату). За рахунок паралельного експонування декількома променями забезпечується більш висока продуктивність. Це дозволяє знизити швидкість обертання барабана в порівнянні з пристроями з однопроменевою системою запису тієї ж продуктивності, і цим значно зменшити силу, що викликає биття і відрив пластин від барабана. В результаті в такій конструкції вдається реалізувати автоматичне балансування незалежно від формату пластини і її товщини. Різні моделі ЛЕП можуть бути автоматизовані та оздоблені магазинами для ФПП різного формату. У перелік закладених можливостей ряду пристроїв входить також запис інформації на циліндричні матеріали, які оздоблені більш потужними лазерами.
Особливості лазерних джерел. Практичне застосування для запису зображення на масочний шар ФПП в різних пристроях знайшли такі типи лазерних джерел:
· твердотільні лазери з ламповою або напівпровідниковою накачкою, що генерують випромінювання в ІЧ- зоні спектра з λ= 1064 нм;
· волоконні лазери з напівпровідниковою накачкою (λ = 1067 і 1112 нм) потужністю в 30-80 Вт;
· лазерні діоди з λ = 830 нм потужністю 1,5 Вт (необхідне для запису збільшення продуктивності досягається за рахунок використання лінійки лазерних діодів з сумарною потужністю до 48 Вт).
Можливості таких лазерних джерел, що характеризуються параметрами по потужності, глибині різкості та іншими показниками, дозволяють використовувати їх в пристроях запису інформації на масочний шар. Так, велика глибина різкості волоконних лазерів забезпечує можливість запису елементів зображення без спотворень через розфокусування на ФПП, різна товщина ФПС яких може досягати 20-25 мкм.
Особливості експонуючих пристроїв. Кожен ЕП поставляється зі своїм програмним забезпеченням, що дозволяє здійснювати компенсацію спотворень, що виникають на стадіях формних і друкарських процесів. Програмне забезпечення дозволяє також враховувати:
· особливості формованих на масці зображень;
· стиснення і подовження зображення уздовж осі формного циліндра;
· ефект від взаємодії двох растрових структур (зображення на формі і растрированного анилоксового валу);
· тип і товщину формної пластини;
· тип друкарської машини;
· вид задрукованого матеріалу, фарби і т.д.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1272; Нарушение авторских прав?; Мы поможем в написании вашей работы!