КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Зварювання бронзи
|
|
|
|
Зварювання латуні.
Зварювання міді
Зварювання чавуну
Зварювання легованих сталей
Леговані стали гірше проводять тепло ніж низьковуглецевий сталь, і тому більше коробляться при зварюванні.
Низьколеговані сталі (наприклад XCHД) добре зварюються газовим зварюванням. При зварюванні застосовують нормальне полум'я і дріт СВ-0.8, СВ-08А або СВ-10Г2
Хромонікелеві нержавіючі сталі зварюють нормальним полум'ям потужністю 75дм3 ацетилену на 1 мм товщини металу. Застосовують дріт СВ-02Х10Н9, СВ-06-Х19Н9Т. При зварюванні жароміцної нержавіючої сталі, застосовують дріт містить 21% нікелю 25% хрому. Для зварювання коррозіностойкой стали містить молібден 3%, 11% нікелю, 17% хрому.
Чавун зварюють при виправленні дефектів виливків, а так само відновлення і ремонт деталей: заварці тріщин, раковин, при варінні відкололися, і пр.
Зварювальне полум'я повинне бути нормальним або насичуватися вуглецем, так як окисне викликає місцеве вигоряння кремнію, і в металі шва утворюються зерна білого чавуну.
Мідь має високу теплопровідність, тому при її зварюванні до місця розплавлення металу доводиться проводити велику кількість тепла, ніж при зварюванні стали.
Однією з властивостей міді утрудняє зварювання, є її підвищена плинність у розплавленому стані. Тому при зварюванні міді не залишають зазору між кромками. У якості присадочного металу використовують дріт з чистої міді. Для розкислення міді і видалення шлаку застосовують флюси.
Газове зварювання широко використовують для зварювання латуні, яка важче піддається зварці електричною дугою. Основне утруднення при зварюванні полягає в значному випаровуванні з латуні цинку, яке починається при 900С. Якщо латунь перегріти, то внаслідок випаровування цинку, шов вийде пористим. При газовому зварюванні може випаровується до 25% міститься в латуні цинку.
|
|
|
Для зменшення випару цинку зварювання латуні ведуть полум'я з надлишком кисню до 30-40%. У якості присадочного металу використовують латунну дріт. Як флюси застосовують прокаленную буру або газоподібний флюс БМ-1
Газове зварювання бронзи застосовують при ремонті литих виробів із бронзи, наплавленні працюють на тертя поверхонь деталей шаром антифрикційних бронзових сплавів та ін
Зварювальне полум'я повинне мати відновлювальний характер, тому що при окисному полум'ї збільшуються вигоряння з бронзи олова, кремнію, алюмінію. У якості присадочного матеріалу використовують прутки або дріт, близькі за складом до зварюваного металу. Для розкислення в присадні дріт вводять до 0.4% кремнію.
При газовому зварюванні застосовують два способи переміщення пальника: лівий і правий.
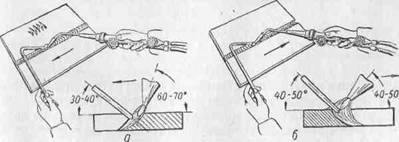
Рис. 7. Способи газового зварювання: а — лівий; б — правий
При лівому способі (рис. 17,а) полум'я пальника переміщується справа наліво і напрямлене на холодний метал, а при правому (рис. 7,6) — зліва направо і напрямлене на гарячий метал.
В першому випадку присадний дріт рухається попереду пальника, а в другому — позаду.
При товщині сталі до 3 мм більш продуктивним є лівий спосіб, а для великих товщин — правий.
Однак при виборі способу газового зварювання керуються не тільки товщиною зварюваного металу, а й положенням шва в просторі. Нижні шви залежно від товщини листів зварюють лівим або правим способом. Вертикальні шви незалежно від товщини з'єднуваних листів виконують тільки лівим способом, а стельові — тільки правим способом.
Як присадний метал при газовому зварюванні сталі використовують той же дріт, що й при дуговому зварюванні
Основними видами з'єднань при газовому зварюванні є стикові. Інші з'єднання (наприклад, внапусток, таврові) застосовуються рідко внаслідок великих деформацій, що утворюються в цьому випадку газозварювальним полум'ям.
|
|
|
Стикові з'єднання при товщині металу до 2 мм зварюють без зазору і без розробки кромок, а іноді з відбортовуванням кромок без присадного металу. Листи товщиною від 2 до 5 мм зварюють без скосу кромок, але з відповідним зазором. При великих товщинах виконують одно-або двосторонній скіс кромок. Кут скосу приймають рівним від(.0 до 90°).
Застосування автоматичного зварювання в оборонній промисловості дало винятково великий ефект і забезпечило можливість різкого збільшення випуску бойових машин, боєприпасів і озброєння високої якості. В умовах військового часу застосування автоматичного зварювання під флюсом для виробництва техніки стало вирішальним чинником різкого нарощування обсягів виробництва у стислі терміни. В роки війни в жодній країні, окрім Радянського Союзу, автоматичне зварювання під флюсом у танковій промисловості не застосовувалося. Лише в останні воєнні роки за прикладом СРСР почали освоювати цей спосіб при виготовленні бронекорпусів танків і самохідних артилерійських установок у США. На сьогодні зварювання є найбільш розповсюдженим способом з'єднання деталей при виготовленні металоконструкцій. Широко застосовується зварювання в комплексі з литтям, штампуванням і спеціальним прокатом окремих елементів заготовок виробів, майже повністю відтіснивши складні та дорогі суцільнолиті та суцільноштамповані заготовки.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1368; Нарушение авторских прав?; Мы поможем в написании вашей работы!