КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологічні методи підвищення якості поверхонь
Для додання поверхням деталей спеціальних властивостей можуть застосовуватися різні технологічні методи, класифікація яких подана на рисунку 3.22. Широкі можливості і доцільність застосування цих методів визначаються не тільки умовами забезпечення високої продуктивності, але і створенням поверхонь з оптимальною несучою здатністю.
Якщо поверхня деталі піддається дії підвищених температур, агресивних середовищ, то великого значення набувають і інші фізико-хімічні характеристики поверхневого шару, наприклад, його хімічний склад і електродний потенціал. У цьому випадку треба впливати і на ці характеристики поверхневого шару, змінюючи їх у потрібному напрямку.
Для цього іноді варто змінити хімічний склад поверхневого шару чи створити на поверхні захисні металеві чи неметалеві шари.
 |
Рисунок 3.22 – Класифікація методів підвищення якості поверхні
Спеціальні методи (рисунок 3.23) забезпечують в основному оптимальну мікрогеометрію поверхні.
Рисунок 3.23 – Спеціальні методи обробки
Вібраційне обкатування на відміну від розповсюджених методів обробки поверхонь має дві особливості: по-перше, мікрорельєф створюється не процесом різання, а за рахунок тиску (вдавлювання), що істотно впливає на форму нерівностей; по-друге, рисунок мікрорельєфу регламентується, тобто процес формування геометричних характеристик поверхні стає керованим.
При вібраційному обкатуванні на поверхні деталей утворюється регулярна, заданої форми система канавок (рисунок 3.24), що дозволяє оптимізувати ряд дуже важливих параметрів, наприклад, площу контакту деталей.
Застосування вібраційного обкатування дозволяє різко скоротити час припрацювання тертьових пар, підвищити їх зносостійкість і контактну твердість, істотно підвищити герметичність і зносостійкість ущільнень, тим самим підвищити показники надійності і термін служби машин. Так, наприклад, віброобкатування плоских поверхонь дозволяє отримати на поверхні (при відповідному призначенні режиму обробки) більше 100 точок на площі 25 х 25 мм замість 25—30 точок після шабрування. У результаті контактна твердість підвищується в 2-3 рази, а зносостійкість - у 4 рази. Головні ідеї вібраційного обкатування були запропоновані професором Ю.Г. Шнейдером.
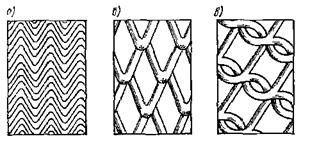
а) б) в)
Рисунок 3.24 - Різні види мікрорельєфу, одержувані методом вібраційного обкатування
Застосування інструментів з алмазу і ельбору також дозволяє створювати поверхні з оптимальною мікрогеометрією. Наприклад, заміна шліфування абразивним інструментом на шліфування кругами з ельбору приводить до чотириразового зростання контактної твердості. Хонінгування алмазними брусками дозволяє в 1,5—2 рази збільшити опорну площу і радіуси заокруглення вершин в порівнянні з хонінгуванням абразивними брусками.
Електрофізичні й електрохімічні методи обробки дозволяють змінювати в потрібному напрямку фізико-механічні і хімічні властивості поверхневого шару деталей для підвищення зносостійкості і твердості, корозійної стійкості, жаростійкості і т.д. Ці процеси здійснюються практично без силового впливу, забезпечуючи мінімальну шорсткість поверхні з округленими вершинами нерівностей, що тим самим збільшує опорну поверхню.
Методи зміцнювальної обробки поверхонь (рисунок 3.25) в основному призначаються для поліпшення фізико-механічних властивостей поверхневого шару: підвищується твердість поверхневого шару, у ньому виникають деформаційне зміцнення і залишкові напруги стиску чи розтягання. При обробці ділянок концентрації напруг (галтелей і ін.) вплив цих напруг на міцність деталі зменшується. Деформаційне зміцнення і стискаючі залишкові напруги мають сприятливий вплив для підвищення межі витривалості, що збільшує довговічність деталей, особливо тих, що працюють при циклічних навантаженнях. Термін служби деталей, наприклад пружин, підвищується в 1,5-2 рази, а ресор у 10-12 разів. Недоліком дробоструминної обробки є неможливість одержання шорсткості поверхні на
м'яких матеріалах менше 10-5 мкм. Вона ефективна для деталей, що працюють при температурі не вище 400 °С, тому що більш високі температури призводять до явища рекристалізації, яка усуває ефект зміцнення.
Чеканення застосовується для зміцнення галтелей східчастих валів, зварених швів, зубчастих коліс і інших деталей машин.
 |
Рисунок 3.25 - Методи зміцнювальної обробки
Дробоструминне деформаційне зміцнення найбільшого поширення одержало для зміцнення робочих поверхонь деталей складної форми, у результаті чого в поверхневому шарі створюються значні стискаючі напруги, підвищується його твердість і усуваються дефекти попередньої механічної обробки у вигляді рисок і надривів, зменшується шорсткість грубо оброблених (вихідних) поверхонь.
Обкатування роликами і кульками застосовують для обробки і зміцнення деталей у тих випадках, коли одночасно з підвищенням міцності від утомленості деталей потрібно зберегти чи зменшити шорсткість поверхні. Обкатування роликами після чистової обробки лезовим інструментом зменшує висоту мікронерівностей у 2-3 рази і збільшує несучу поверхню. Наприклад, після обкатування обточених деталей зі сталі 45 роликами їх межа витривалості може бути підвищена у 2 рази.
Створення методом обкатування в поверхневому шарі значних і легко регульованих залишкових напруг стиску приводить до збільшення границі витривалості деталей.
За зміцнюючу обробку отворів застосовують їх розкочування роликами чи кульками, а також дорнування. При цьому збільшується не тільки міцність деталі, але і точність розміру отвору (процес калібрування) і одночасно зменшується шорсткість поверхні.
Обробка сталевими щітками — ефективний метод зміцнення поверхні деталі на глибину 0,04—0,06 мм. При обробці щітками середньої твердості висотні параметри вихідної шорсткості зменшуються в 2-4 рази.
Гідроабразивна обробка підвищує експлуатаційні властивості деталей машин створенням оптимальної мікрогеометрії поверхні і стискаючих залишкових напруг у тонкому поверхневому шарі. Однак мала глибина наклепу і труднощі щодо визначення товщини шару поверхні, що видаляється при гідроабразивній обробці, є недоліком при використанні методу в масовому виробництві.
Вигладжування алмазним інструментом застосовують для обробки сталей, кольорових металів і сплавів. Важливою перевагою вигладжування алмазним інструментом є більш сприятлива форма мікрорельєфу. Так, опорна поверхня при тій же шорсткості збільшується в 2-4 рази в порівнянні з опорною поверхнею, отриманою при операціях шліфування, полірування, суперфінішування і притирання. Іншою перевагою є відсутність зон вторинного загартування і вторинної відпустки, що характерно для обробки абразивним інструментом загартованої сталі, тому що алмаз має низький коефіцієнт тертя з високим коефіцієнтом теплопровідності.
Електромеханічна обробка (ЭМО) заснована на поєднанні термічного і силового впливу на поверхневий шар деталі і застосовується для обробки сталі і чавуна.
Електромеханічна обробка забезпечує створення поверхонь з опорною площею, що перевищує опорну площу після абразивного шліфування в 1,5-
2 рази, при збільшенні контактної твердості в 2-6 разів. Твердість окремих марок сталей підвищується в 4,5 разу в порівнянні з вихідною при глибині її поширення до 0,2-0,3 мм. Зносостійкість нормалізованих сталей після ЭМО підвищується в 4 -10 разів у порівнянні зі зносостійкістю після полірування чи шліфування. ЭМО — ефективний спосіб обробки поверхонь чавунних деталей, при якому досягається Ra = 0,63-0,16 мкм, а глибина зміцненого шару до 0,8 мм при підвищенні мікротвердості в 1,5-2 рази.
Зміцнення вибухом приводить до збільшення твердості поверхні і, як наслідок, до підвищення зносостійкості при стиранні, до створення поверхневого шару зі стискаючими залишковими напругами, викликає підвищення границі витривалості, а можливість одержання наскрізного наклепу приводить до підвищення межі міцності і плинності, росту статичної міцності зварених з'єднаннь. Наприклад, зміцнення вибухом пустотілих валів, зварених з'єднань, замків робочих лопаток турбін і інших деталей, виготовлених зі сталей, алюмінієвих і жароміцних нікелевих сплавів, дало позитивні результати використання цього процесу.
Поверхневе загартування застосовується для зміцнення деталей зі середньовуглецевих і легованих сталей і чавунів. Глибину загартування призначають не менше 1,5-2 мм. Нагрівання може бути здійснено газовим пальником, струмами високої частоти (індукційне загартування) чи в електролітах. Найбільшого поширення одержало загартування з нагріванням струмами високої частоти (СВЧ ), тому що воно дозволяє одержати рівномірну глибину загартованої зони і добре піддається автоматизації.
Внаслідок швидкого охолодження після нагрівання в поверхневому шарі утворюється мартенсит. В результаті цього створюються стискаючі залишкові напруги і різко збільшується твердість поверхні, а серцевина деталі залишається м'якою і пластичною. Таке поєднання властивостей серцевини і поверхневого шару різко збільшує витривалість (на 40-100 %) деталей, знижує чутливість до надрізів, підвищує зносостійкість деталей за рахунок високої твердості і відсутності зневуглецювання поверхні.
Хіміко-термічна обробка (ХТО) складається з насичення поверхневого шару деталі різними хімічними елементами і, як правило, супроводжується термічною обробкою. При даній обробці змінюється не тільки будівля (структура), але і хімічний склад поверхневого шару, що дозволяє більш ефективно керувати якістю поверхні, тим самим змінюючи експлуатаційні властивості деталей. В залежності від того, яким хімічним елементом виконується насичення, поверхневий шар деталі здобуває різні властивості: високу твердість, хімічну стійкість і ін. Важливою обставиною є виникнення в ньому після хіміко-термічної обробки залишкових напруг стиску. Найбільш поширеними є такі таки види ХТО.
Цементація — насичення поверхневого шару вуглецем — найбільш розповсюджений вид обробки для деталей з маловуглецевих сталей, що містять до 0,3 % вуглецю. Цементація застосовується при виготовленні шестерень, поршневих пальців, колінчастих валів, болтів і багатьох інших деталей. Цементовані поверхні піддають загартуванню.
Азотування — насичення поверхневого шару деталей азотом для підвищення твердості, зносостійкості, границі витривалості і корозійної стійкості. Зносостійкість азатованих деталей значно вище, ніж зносостійкість цементованих. Азотування застосовується для зміцнення гільз циліндрів, шестерень, колінчастих валів, деталей, що працюють в агресивних середовищах.
Ціанування і нітроцементація — одночасне насичення поверхні азотом або азотом і вуглецем. Нітроцементаціямає ряд переваг перед цементацією: більш висока зносостійкість і вище границя витривалості деталей.
Борування -насичення поверхні бором. Застосовується для збільшення зносостійкості і підвищення твердості поверхні, що у борованих деталей не знижується до температури 900 - 950 °С. Таке сполучення властивостей дозволяє, наприклад, збільшити довговічність штампів.
Сульфідування і сульфоціанування - процеси насичення поверхневого шару сіркою або одночасно сіркою, вуглецем і азотом (сульфоціанування). Застосовуються для підвищення зносостійкості тертьових поверхонь у 1,5 -5 разів, збільшуючи властивості проти задирки і опору металів схоплюванню. Застосовуються для обробки валиків, втулок, гайок, поршневих кілець і деяких різальних інструментів — мітчиків, довбачів і ін.
Останніми роками розвиваються методи комплексного термодифузійного насичення поверхонь деталей одночасно декількома елементами бороалітування, боросилікування, хромоалітування і ін. Останнє, наприклад, підвищило надійність і в декілька разів збільшило довговічність деталей турбін реактивних двигунів за рахунок підвищення жаростійкості в ерозійних умовах.
Наплавлення і напилювання металів з заданими властивостями застосовуються для підвищення твердості, зносостійкості, корозійної стійкості звичайних конструкційних матеріалів. При наплавленні в поверхневому шарі створюються, як правило, розтягуючі залишкові напруги, і межа витривалості деталей може бути знижена.
Електроіскрове легування - процес перенесення матеріалу на оброблювану поверхню іскровим електричним розрядом. З моменту появи цей спосіб привернув увагу технологів у зв'язку з такими специфічними особливостями:
- матеріал анода (легуючий матеріал) може утворювати на поверхні катода (поверхня, що підлягає легуванню) надзвичайно міцно зчеплений з поверхнею шар покриття. У цьому випадку не тільки відсутня границя розділу між нанесеним матеріалом і металом основи, але відбувається навіть дифузія елементів анода в катод;
- - легування можна здійснювати в строго зазначених місцях (радіусом від часток міліметра і більше), не пошкоджуючи при цьому іншу поверхню деталі;
- технологія електроіскрового легування металевих поверхонь дуже проста, а необхідна апаратура малогабаритна і не складна в транспортуванні;
- при електроіскровому легуванні майже цілком відсутній термічний вплив на шари основного металу, розміщені безпосередньо під легованим шаром.
Таким чином, електроіскрове легування дозволяє змінювати в заданому напрямку фізико-хімічні і геометричні характеристики поверхневого шару для додання йому необхідних властивостей: підвищення зносостійкості чи підвищення твердості, підвищення міцності від утомленості, зменшення схильності до схоплювання поверхонь при терті, підвищення корозійної стійкості, жаростійкості, електропровідності й емісійних властивостей.
Технологічні методи підвищення корозійної стійкості поверхонь можуть бути класифіковані за трьома напрямками (рисунок 3.26).
 |
Рисунок 3.26 - Методи підвищення стійкості поверхонь до корозії
Легування матеріалів - додавання в сплави спеціальних елементів, завдяки чому одержують корозійностійкі матеріали. Так, легування сталі хромом (близько 13 %) різко підвищує її електрохімічний потенціал за рахунок утворення на поверхні тонкої захисної плівки окислів. У результаті цього сталі в залежності від складу стають кислотостійкими, стійкими до корозії, жаростійкими (1Х13, Х18Н10 і ін.). Високу стійкість проти газової корозії сталі і деяких сплавів додають хром, алюміній і кремній.
Вибір спеціальних сплавів і умов їх термічної і механічної обробки, при яких не потрібно додаткового захисту від корозії. Наприклад, спеціальним режимом обробки різанням на поверхні сталевої деталі (сталь ЗОХГСА) можна створити структуру «мартенсит особливого роду», що має високу корозійну стійкість, при цьому одночасно підвищується міцність від утомленості і зносостійкість.
Нанесення на поверхні різних покрить (металевих і неметалевих) є найбільш розповсюдженим напрямком і вміщує велику групу методів захисту поверхонь від впливу корозійного середовища (рисунок 3.27).
Розглянуті вище засоби формування поверхневого шару показують, що для відповідальних деталей конструктор повинен зазначати, крім одного чи декількох із шести параметрів шорсткості і напрямків нерівностей поверхні, додаткові вимоги щодо методу її остаточної обробки в залежності від специфіки середовища роботи деталі.
Рисунок 3.27 - Класифікація технологічних методів підвищення корозійної стійкості поверхонь деталей
Призначаючи, наприклад, операцію шліфування чи вимагаючи застосування методів зміцнюючої технології, конструктор тим самим, не нормуючи кількісно фізичні характеристики поверхні, передбачає в першому випадку можливість утворення дефектного шару, що супроводжує процес шліфування, або передбачає в другому випадку зміцнення поверхневого шару з утворенням у ньому наклепу і залишкових напруг.
Питання для самоперевірки
1 Точність та її показники щодо деталей машин.
2 Точність розмірів. Номінальний і дійсний розміри. Квалітет.
3 Похибки форми циліндричних поверхонь та площин.
4 Економічна та досяжна точність.
5 Досягнення точності методом пробних ходів та вимірів.
6 Методи досягнення точності на налагодженому верстаті.
7 Методи досягнення точності замикаючої ланки при складанні.
8 Шорсткість поверхні та її показники.
9 Вплив шорсткості поверхні на її експлуатаційні якості.
10 Технологічні методи впливу на якість поверхні.
|
|
Дата добавления: 2014-01-04; Просмотров: 1073; Нарушение авторских прав?; Мы поможем в написании вашей работы!