КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекція 24. Транспорт у механообробних цехах
Тема 4. Транспорт у механообробних цехах, маніпулятори та промислові
роботи; основні види та області їх використовування.
Класифікація транспорту, що використовується у механообробних цехах. Транс-портні системи та їх основні елементи. Завантаження-розвантаження робочої зони автома-тичного обладнання, верстатів з ЧПК та верстатних систем [ 8, 11- 14 ].
’ Завдання на самостійну роботу.
Транспорт у механообробних цехах використовується для транспорту-вання заготовок, напівфабрикатів, готових деталей, тари, технологічного ос-нащення між цехами та складами, між дільницями цехів та між верстатами та верстатними системами. До транспортних систем також відносять системи
збору стружки та транспортування ії до загальноцехових вузлів складування. При автоматизованому виробництві у транспортні системи вводять також елементи орієнтування заготовок та напівфабрикатів, накопичувачі, об’єдну-вачі та роз’єднувачі потоків а також завантажувальники та розвантажуваль-ники робочої зони верстатів. Види використовуваного транспорту залежать
від типу виробництва.
Для індивідуального та дрібносерійного типів виробництва характерні
види транспорту, що забезпечують випуск різних деталей дрібними партіями.
Верстати працюють автономно і основною тарою для складування заготовок та готових деталей (напівфабрикатів) при є уніфіковані металеві контейнери (ящикотара) ємність яких залежить від габаритів заготовки та зручності роз-ташування біля верстатів. Біля кожного верстату встановлюється контейнер із заготовками (напівфабрикатами) та порожній контейнер для складування
готових деталей. Підвіз та відвіз контейнерів здійснюється в залежності від оснащення цеху та дільниць вантажопідйомним обладнанням:
- автокарами, електрокарами, автопідйомниками;
- мостовими кранами, кран-балками, міжверстатними кранами- укоси-
нами (передавання напівфабрикатів поштучно).
Для крупносерійного та масового типів виробництв можуть викорис-
товуватися конвейєри різних типів, рольганги (мал. 191, 192).
За принципом передачі вантажу переміщення, розрізнюють приводні
конвейєри з рухомими елементами (механічні, гідравлічні), приводні з неру-
хомими (пневматичні типу пневмопошти, гідрівлічні – потоком рідини, маг-
нітні –переміщення ферромагнітних заготовок магнітним полем) та самотіч-
ні (переміщення силою тяжиння). За конструкцією приводу конвейєри мо-
жуть бути з гнучким тяговим елементом (з лентою, чіпью, канатом) та із жорстким. До перших відносять ленточні, пластинчаті, чіпні, скребкові, теле-
жечні, підвісні, крокові. До других – флажкові, штангові, гвинтові, спіральні.
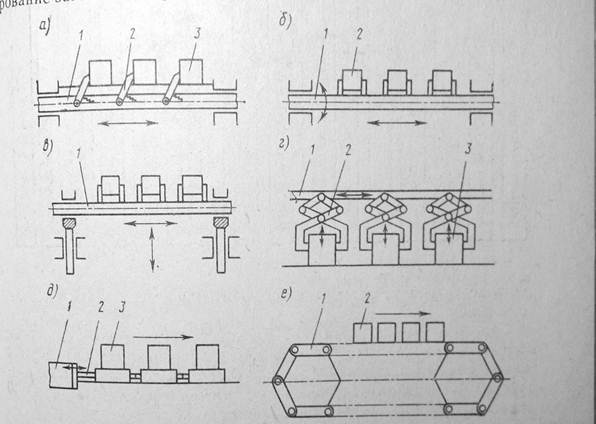
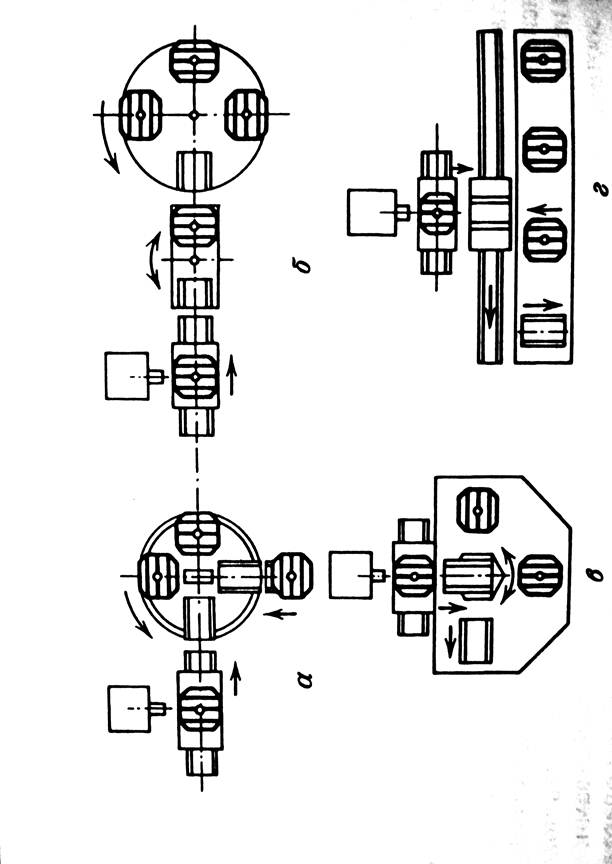
Мал. 191. Основні види крокових конвейер
На мал.191 надано принцип дії декількох розповсюджених видів при-водних крокових конвейєрів. Набільше використовуються конвейєри із
собачками (мал.191, а). На штанзі 1 встановлені підпружинені собачки 2
на вісях. При переміщенні штанги на крок подачі (рух зліва – управо), вона захоплює заготовки та переміщює їх на наступну позицію (поряд з робочими зонами верстатів), де зупинюється. При повертанні штанги у вихідну позицію
(рух зправа – наліво), собачки утоплюються, повертаючись на вісях та про- ходять під заготовками, після чого пружини витискують знов собачки уверх, повертаючи у робоче положення захвату. Швидкість рухів такого конвейєру
досгає 10 м/хв., але наприкінці руху швидкість потрібно знижувати,тому що
заготовки внаслідок інерційності проходять точки позиціювання біля верс-
татних завантажувачів, що є недоліком. Переваги цих конвейєрів – спрощен-ня руху (прямолінійне переміщення), спрощення приводу (пневмо- та гід-роциліндри) та полегшення обслуговування.
Крокові конвейєри із флажками (мал. 191, б) забезпечують точність позиціювання у зоні завантажувачів завдяки тому, що після останову руху
подачі флажки не дозволяють подальшого руху заготовкам. Але це потребує
від штанзі додаткового руху – обертання ії після останову для забезпечення
можливості протягування флажків під заготовками, що ускладнює конструк-цію приводу та експлуатацію конвейєру. Швидкість подачі штанги досягає 10-15 м/хв.
Менше розповсюдження мають грейферні (мал. 191, в) та рейнерні
(мал. 191, г) крокові конвейєри з-за більшої складності конструкцій. У грей-
ферних конвейєрів штанга з флажками переміщує заготовки у двох взємно
перпендикулярних напрямках: штанга на колонках підіймається разом із усі- ма заготовками уверх, у цьому положенні штанга переміщує усі заготовки на крок уперед, далі опускає їх на напрямні, сама спускається ще нижче та вер-тається у вихідну позицію. Рейнерні є різновидом грейферних, але штанга переміщує заготовку не флажками, а захватами з фрікційним затиском, що спрощує компоновку конвейєра та виробничу площу.
Найбільш простими за конструкцією та принципом дії є штовкаючи конвейєри (мал.191, д).В нах шток гідроциліндру упирається у крайню заго-товку та при подачі штовхає нею відразу увесь ряд заготовок, розташованих
щільно друг до друга. Але накопичування похибок позіціювання кожною за-
готовкою внаслідок розбігів по довжині та просторових похибок заготовок
ускладнює роботу завантажувачів верстатів.
Чіпні конвейєри (мал. 191, е) можуть використовуватися у якості кро-кових та у якості безперервних; довжина їх може бути великою, проходити у декілька ярусів по етажах цехів, змінювати траєкторію руху заготовок, тому вони знайшли найбільше визнання у металообробних цехах від середньосе-рійного до масового типів виробництв (мал. 192) Недоліки: із зростанням довжини конвейєра при дискретному русі значно зростають інерційні маси, потужність приводної станції, розкачування транспортуючих площадок; безперервність руху приводить до ускладнень захвату заготовок завантажу-вальниками та укладку деталів розвантажувальниками робочих зон верстатів.
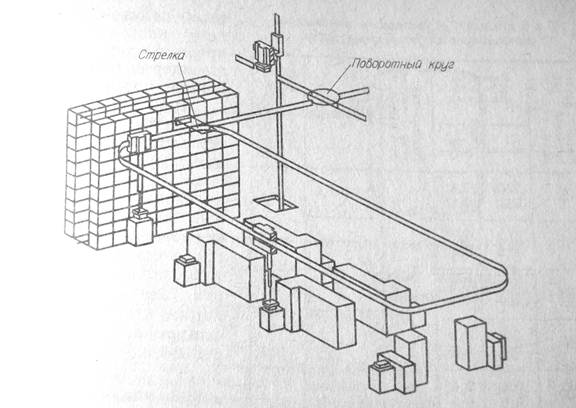
Мал. 192. Траєкторія підвісного чіпного конвейєру
Для переміщення заготовок та напівфабрикатів корпусів та інших ма-сивних заготовок між верстатами, використовуються також привідні та без-привідні рольганги (мал. 193), а для дрібних заготовок – лотки скочування (якщо заготівка може котитися) та лотки ковзання.
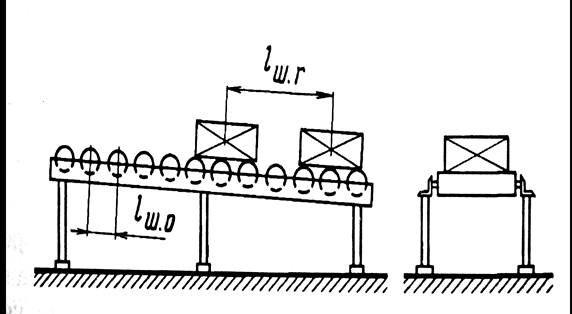
Мал.193. Конвейєр роликовий
Для забезпечення роботи верстату у автономному режимі незалежно від такту роботи інших верстатів верстатних систем, використовують тактові
столи, які забирають із загального конвейєра заготовки та заповнюють свої гнізда (ємності) а потім за необхідністю видають заготовки поштучно на верстат а свої ємності заповнюють готовими деталями. Після заповнення так-тового столу виконується обмін із загальним конвейєром (мал.194).
Для автоматизованого виробництва, що використовує верстатні систе- ми з ЧПК,у тому числі багатоопераційні верстати та гнучкі виробничні моду- лі, автоматичні лінії широке застосування набули конвейєри супутників, у яких закріплюються по одній або по декілька заготовок. Обробка заготовок
Мал.194. Перевантаження заготовок із зони загального конвейєру на
верстатні запасники – тактові столи
здійснюється безпосередньо у супутниках, які транспортною системою пере-міщуються від одного верстата (або оброблювальної позиції автоматичної лінії) до наступного верстата та позиціонуються у робочій зоні кожного вер-стата.Ці конвейєри виконуються здебільшого на базі крокових привідних кон вейєрів з флажками або з собачками, з використанням при необхідності меха-нізмів розворотів супутників на 90О (мал. 195) а також чіпних конвейєрів.
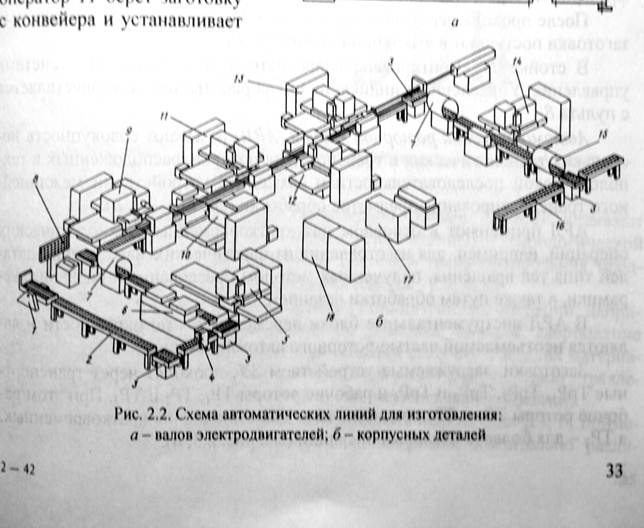
Мал. 195. Конвейєр з супутниками автоматичної лінії обробки корпусів
У гнучкому автоматизованому виробництві конвейєрну систему під- возу заготовок та напівфабрикатів до верстатів усе частіше замінюють більш гнучкою – рухомими тележками з автоматичним керуванням – робокарами.
Заготовки укладають у ємності (палети) в орієнтованому положенні та під-возять до верстату або по рейках (у цехах із завеликою площею), або уздовж
індуктивних кабелів (робокари з індукційним приводом)- мал. 196,197.
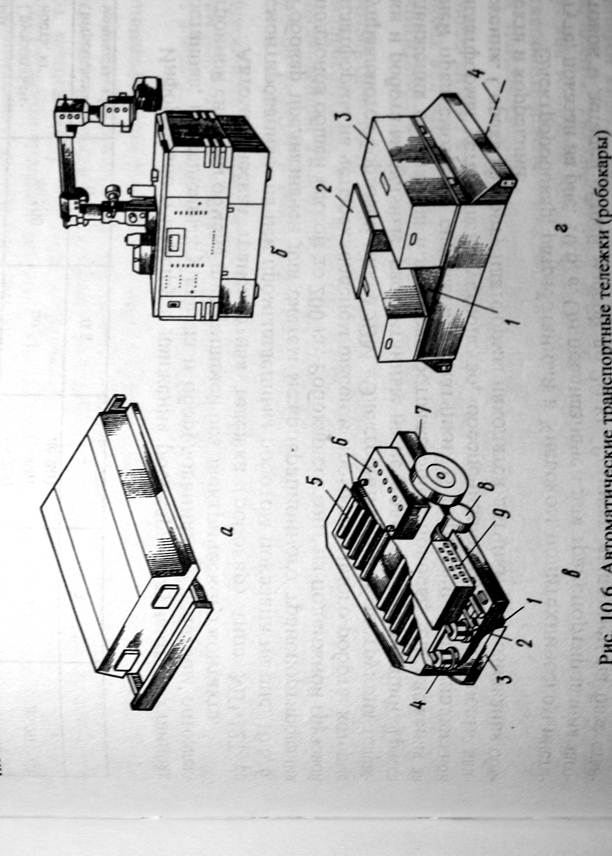
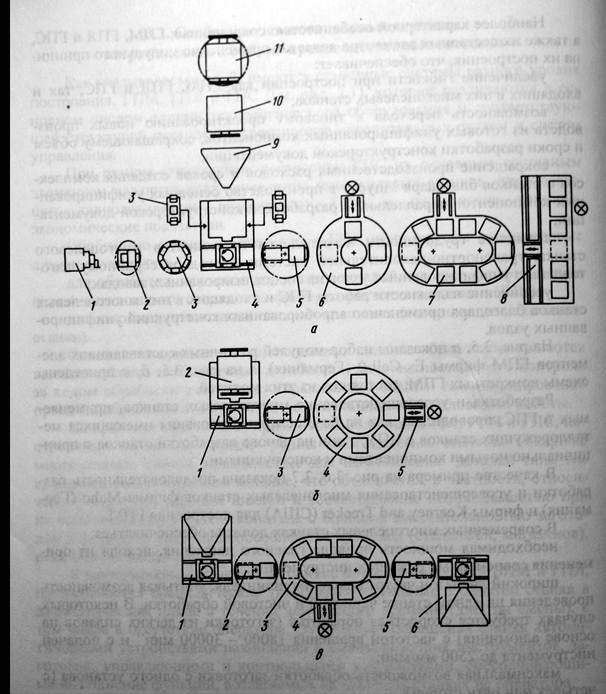
Мал. 196. Види робокарів безрейкового типу
Мал. 197. Рейковий робокар
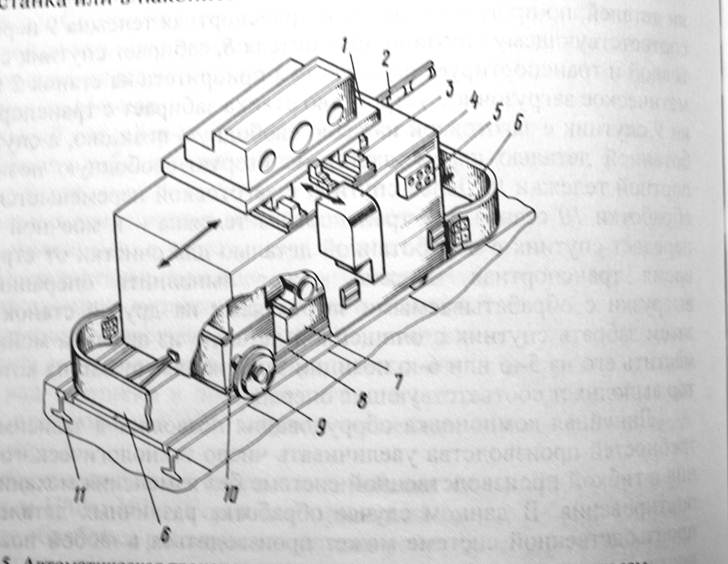
Для обробки крупних за габаритами заготовок (корпуси, плити та т.і.) замість палет використовують супутники, переміщення яких між верста- тами та обмін з їхніми столами здійснюється по декілька іншим схемам та з використанням накопичувачів (мал. 198 – 201).
Мал. 198. Схеми обміну супутниками зі столами багатоцільових верстатів
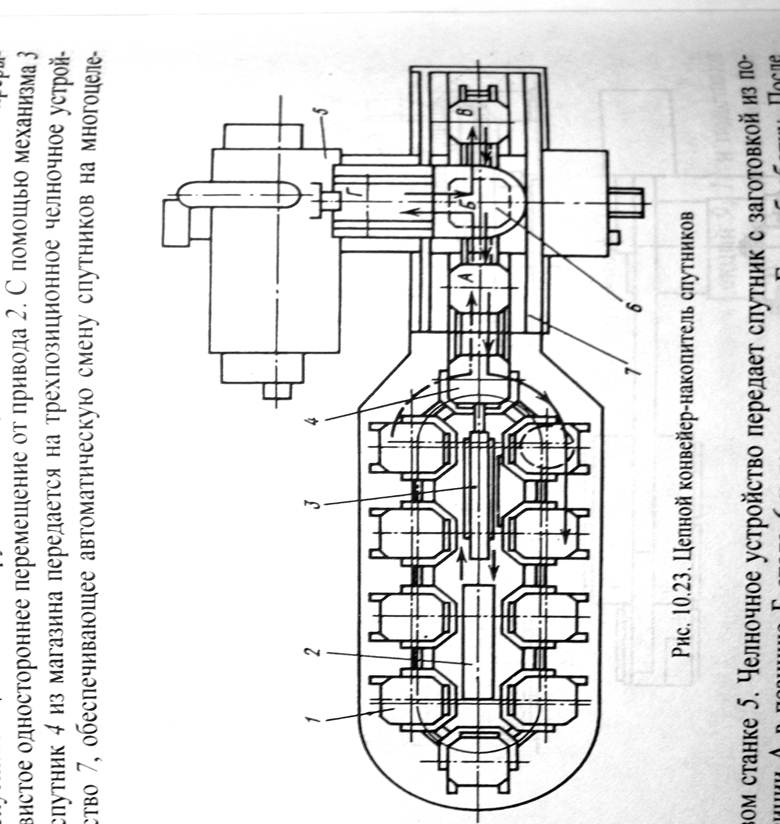
Мал. 199. Чіпний конвейєр - накопичувач супуинмків
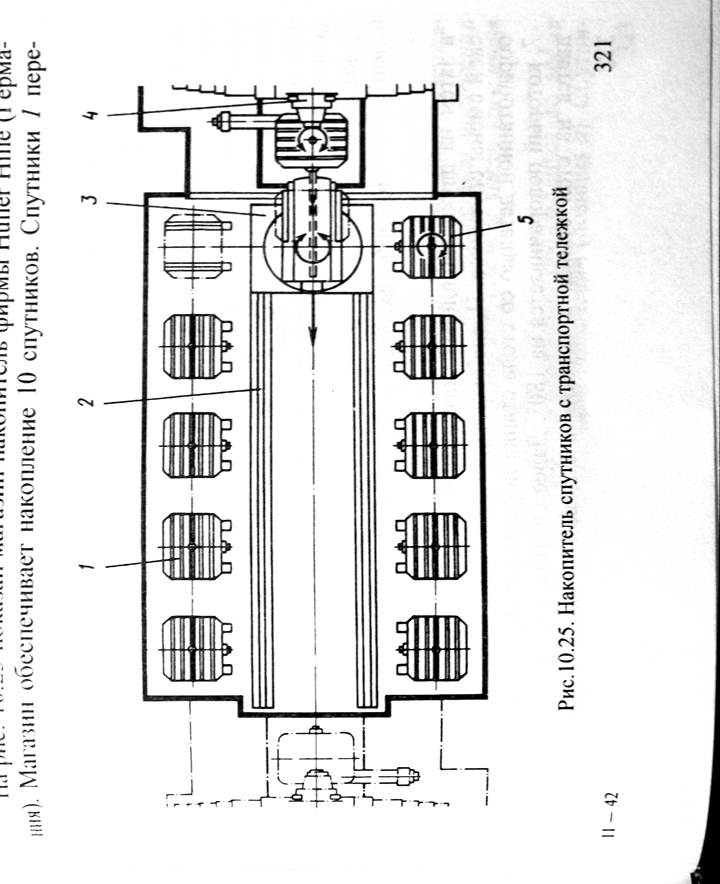
Мал.200. Накрпичувач супутників з транспортуючою тележкою

Мал. 201. Накопичувач супутників елеваторного типу.
Завдання на самостійну роботу:
- по літературі [ 8, 11- 14 ] уважно розібрати принцип дії та
основні схеми завантаживачів робочої зони верстатів, нако-
пичувачів,завантажувально-орієнтуючих устріїв, відсікачів;
- по літературі [ 8 ] уважно розібрати принцип дії та основні
|
Дата добавления: 2014-01-04; Просмотров: 579; Нарушение авторских прав?; Мы поможем в написании вашей работы!