КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Баланс производительности
|
|
|
|
Одной из наиболее обобщенных характеристик автомата или автоматической линии является баланс производительности (соотношение технологической производительности с потерями всех видов), который выражается обычно графически.
Для построения баланса производительности необходимо определить потери производительности, т.е. все непроизводительные затраты времени (с точки зрения технологического процесса обработки), приходящиеся на одну обработанную деталь. Причинами потерь являются как наличие холостых ходов в цикле (цикловые потери), так и внецикловые простои (внецикловые потери).
Наибольший опыт исследования автоматических линий имеется в машиностроении, поэтому в качестве примера построения баланса производительности возьмем автоматическую линию механической обработки «Блок-2». На рис. 8.12 показана планировка этой автоматической линии. Линия состоит из восьми двусторонних агрегатных станков 3, соединенных общим шаговым конвейером 2. Заготовки блоков поступают с поворотного стола 1, который соединяет «Блок-2» с линией «Блок-1», где производились начальные операции обработки. За каждый двойной ход (вперед и назад) шагового транспортера заготовки блоков 4 перемещаются на один шаг вперед по ходу технологического процесса, фиксируются и зажимаются на рабочих позициях. После обработки происходят расфиксация и разжатие заготовок, и они передвигаются конвейером на следующие позиции обработки. Затем цикл повторяется.
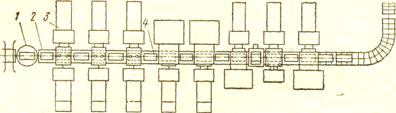
Рис. 8.12
При построении баланса надо откладывать в определенном масштабе производительность линии с учетом различных видов потерь. При этом технологическая производительность, шт./мин, К=l/tр, где tр — время самой продолжительной операции в цикле обработки. Цикловая производительность, шт./мин, определяющая продолжительность цикла обработки: Qц=l/T=l/(tp+tx). Фактическая производительность, шт/мин, с учетом всех потерь Qф=(1/T)Kис, где Кис — коэффициент использования линии. Отрезок между Qц и Qф делится пропорционально величинам различных простоев. На рис. 8.13 обозначены следующие потери времени:  Q1 — на холостые ходы; Q2— по смене (регулированию) инструмента; Q3—по оборудованию; Q4 — по организационным причинам; Q5— из-за брака.
Q1 — на холостые ходы; Q2— по смене (регулированию) инструмента; Q3—по оборудованию; Q4 — по организационным причинам; Q5— из-за брака.
|
|
|
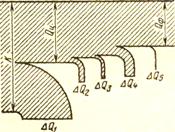 Рис. 8. 13
Рис. 8. 13
|
При обработке почтовых отправлений надо различать два основных вида брака. К первому виду относится изменение формы или состояния предмета производства. Например, непрочно завязанная пачка на пачкообвязочной машине, нечеткий штемпель на письме при штемпелевании и т.п. Если брак исправим, эта продукция должна быть отбракована и направлена на исправление соответствующим контрольным устройством или контролером. Ко второму виду относится изменение положения в пространстве предмета обработки в процессе производства, когда, например, письмо или посылка попадает не в соответствующий адресу накопитель. Как в первом, так и во втором случае машина или система машин теряет определенную долю своей производительности по выпуску годной продукции.
Глава 9
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 1762; Нарушение авторских прав?; Мы поможем в написании вашей работы!