КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
С помощью спутников
|
|
|
|
Подсистема загрузки и разгрузки деталей
Детали типа корпусов, кареток, рычагов и др. при обработке
на многооперационных станках (МС) в условиях ГПС устанавливают и закрепляют либо непосредственно на спутниках, либо в приспособлениях, установленных на спутниках.
Использование спутников на МС способствует разработке относительно простых производственных ячеек, использование которых позволяет сократить вспомогательное время (несмотря на возможную широкую номенклатуру обрабатываемых деталей), и созданию сложных ГПС. Спутники автоматически устанавливаются
на стол станка и точно позиционируются и закрепляются с помощью специальных зажимных устройств, основанных на использовании либо силового гидравлического привода, либо пружинных прихватов.
При этом обеспечивается погрешность установки на станке около 0,005–0,020 мм, а время автоматической смены деталей
в станках обычно не превышает 30–40 с.
Спутник с обрабатываемой деталью перемещается от станка
к станку, не изменяя первоначального закрепления.
На спутниках выполнены специальные поверхности для базирования и крепления, согласованные с соответствующими элементами узлов фиксации и зажима, установленных на рабочих столах станков и оборудовании транспортной системы.
Спутник имеет чугунную плиту (рис. 6).
Плоскость плиты точно обработана и является базовой. Для крепления обрабатываемых деталей в плите имеются Т-образные пазы или сетка чередующихся резьбовых и фиксирующих отверстий.
Обрабатываемая деталь или приспособление с обрабатываемой деталью устанавливается на поверхность плиты и фиксируется.
Базирование спутника производится по двум взаимно перпендикулярным опорам.
Установка и закрепление обрабатываемых деталей в приспособлении-спутнике, а также освобождение и удаление деталей из спутника после обработки производится вручную или автоматически специальными автоматическими устройствами, установленными на загрузочной позиции МС или ГПС.
При обработке деталей на МС, встроенных в ГПС, всем спутникам присваиваются номера. Кодовые гребенки с номером спутника "С" устанавливаются на их боковых поверхностях.
В зависимости от того, какая деталь установлена на спутнике, автоматически вызывается соответствующая программа обработки.
На столе станка имеются встроенные или накладные элементы для базирования и закрепления спутника.
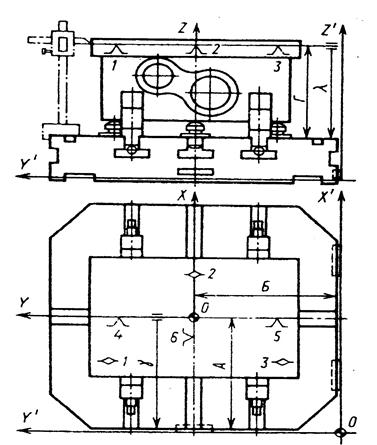
Рис. 6. Спутник с установленной и закрепленной
в приспособлении заготовкой
Схемы автоматической перегрузки приспособления-спутника на ОЦ показаны на рис. 7:
а) челночная схема перемещения;
б) схема параллельного перемещения;
в) угловая схема;
г) Т-образная схема движения;
д) Г-образная схема движения;
е) с применением 2-позиционного поворотного стола;
ж) с многопозиционным поворотным столом;
з) многопозиционная система загрузки спутника при круговом расположении позиций;
и) линейное расположение позиций.
Загрузочные устройства выбирают в зависимости от планировки оборудования, направления технологических потоков и других условий эксплуатации станков.
Условия работы системы автоматической смены заготовок неблагоприятны:
- наличие эмульсии и стружки;
- ограниченный доступ в процессе работы;
- большие нагрузки от усилия резания.
|
|
|


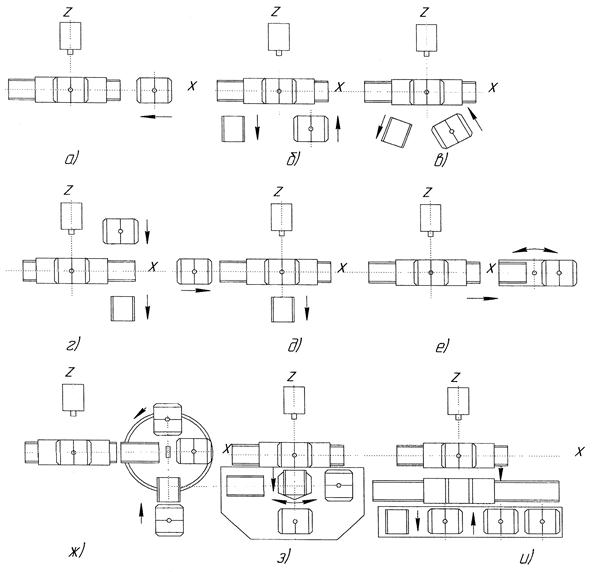
Рис. 7. Схемы автоматической перегрузки
приспособления-спутника
Поэтому приспособления фиксации и зажима являются одним из ответственных элементов системы заготовки – приспособления – станок.
Для точности и жесткости базирования корпус приспособления должен быть обтекаемым, спутник не должен смещаться из-за попадания стружки на базовые элементы, при этом должен быть надежным.
Для повышения эффективности использования МЦ (ОЦ), станков с ЧПУ они оснащаются устройствами автоматической смены обрабатываемых деталей совместно с транспортно-накопительными системами, магазинами спутников.
Эти устройства позволяют выбрать станки в ГПС.
Варианты конструкций накопителей с емкостью 8–10 спутников показаны на рис. 8, 9, 10.
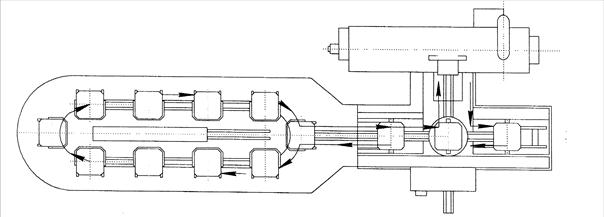
Рис. 8. Накопительная система с автоматической заменой
изделий на многоцелевом станке, встроенном в ГПС
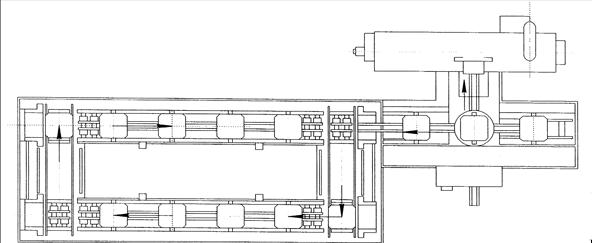
Рис. 9. Система накопления и замены приспособления
на основе роликовых транспортеров

Рис. 10. Система замены спутников
с прямолинейным транспортером
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 467; Нарушение авторских прав?; Мы поможем в написании вашей работы!