КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Подсистема подачи СОЖ
|
|
|
|
В современных ГПС механической обработки деталей выбор и применение СОЖ приобретают особо важное значение.
Основы выбора смазочно-охлаждающей жидкости (СОЖ) должны базироваться на том, какие задачи предполагается решать путем применения СОЖ.
Основные цели применения СОЖ:
1. Повышение технологических показателей выполнения операций обработки резанием путем:
- снижения шероховатости обработанной поверхности;
- уменьшения глубины и интенсивности наклепа обработанной поверхности и абсолютной величины внутренних напряжений;
- повышения точности обработки за счет уменьшения деформации заготовки и инструмента под действием температуры стружки заготовки и инструмента, а также интенсивности размерного износа инструмента.
2. Повышение экономических показателей:
- увеличение стойкости инструмента и сокращение его расхода за счет уменьшения интенсивности изготовления, выкрашивания и поломок инструмента;
- повышение производительности труда на операции в результате увеличения предельно допустимой подачи скорости резания.
3. Улучшение условий труда:
- уменьшение содержания металлической пыли из серого чугуна и других материалов;
- понижение температуры обрабатываемой заготовки, снимаемой со станка оператором;
- улучшение стружкозавивания и стружкоотвода;
- защита деталей от коррозии в период обработки и в межоперационный период, очистка базовых поверхностей оснастки и при работе автоматизированного оборудования.
Необходимые технико-экономические показатели СОЖ проявляются в результате реализации их функциональных свойств (действий), прежде всего смазывающих, охлаждающих и моющих.
Смазочно-охлаждающие жидкости, применяемые при резании металлов, можно разделить на две основные группы в зависимости от основы, на которой они приготовлены:
|
|
|
1) жидкости на водной основе;
2) жидкости на масляной основе.
К СОЖ на водной основе относятся эмульсии, растворы концентратов и поверхностно-активных веществ (ПАВ). Эмульсии представляют собой дисперсную систему, в состав которой входит вода, масло, эмульгаторы и присадки – противокоррозионные, противозадирные, бактерицидные, противоизносные, антипенные и др.
К водным растворам-концентратам относят растворы соды, хлористого калия, натрия, кальция и др.
Масляные СОЖ имеют в качестве основы минеральные масла малой и средней вязкости, получаемые в результате переработки нефти.
К маловязким минеральным относятся, например, керосин "Велосит". К средним минеральным маслам относятся индустриальные масла. Для получения смазочных свойств СОЖ на основе минеральных масел в их состав вводят активные присадки, содержащие соединения серы, хлора, фосфора и др.
В условиях ГПС выбор СОЖ, контроль за ее состоянием, дозирование в зону резания и ее удаление должны производиться
в автоматическом режиме и изменяться в зависимости от обрабатываемой детали, выполняемого перехода, применяемого инструмента и т. п. Возникает необходимость в выборе оптимальных составов СОЖ, обеспечивающих эффективное резание металлов на различных операциях, а также оперативном контроле и коррекции эксплуатационных свойств СОЖ, влияющих на надежность работы оборудования. Использование в ГПС нескольких видов СОЖ, необходимых для обеспечения технологического процесса, во многом предопределяет компоновку и структуру комплекса.
Состав СОЖ на водной и масляной основах, получивших наибольшее применение, приведен в табл. 7.
Таблица 7
Классификация современных СОЖ
| Водная основа | Масляная основа | ||||||
| характеристика | без специальных присадок | с присадками | полусинтетическая и синтетическая | без активных присадок | с небольшим количеством активных присадок | со средним количеством присадок | с высоким количеством присадок |
| Основные обозначения | В | ВП | ПС | М | МП | МП1 | МП2 |
| Марка | НГЛ205 | РЗСОЖ-8 | Аквол-11 | Инстр. масло | ОСМ3 | МР1 | В295 |
| Э1 | ЭМЧС | ВЗ1 | МР2 | В32К | |||
| СОЖ | Э2 | Аквол-2 | Аквол-10М Аквол-12 | Масло и олейновая кислота | Сульфофрезол | В35 | |
| ЭТ | Укринол-1 Укринол-1М | МХО-60 МХО-64а | |||||
| ЭГТ | Сульфореценат "Е" Аквол-6 | МХО-70 НСК-5 |
|
|
|
В большинстве случаев подсистемы подачи СОЖ в зону резания кроме своих основных функций выполняет и дополнительные по удалению стружки из зоны резания станка.
В условиях ГПС при выборе схемы подачи СОЖ необходимо сочетать с видом обработки и работой автоматизированного оборудования.
Предпочтение с ГПС отдают схемам подачи СОЖ, основанных на использовании струйно-напорного способа (давлением
1–1,5 МПа), которые способствует хорошему охлаждению, вымыванию стружки. При назначении СОЖ нескольких марок возникают проблемы их совместимости, приготовления и регенерации. Поэтому используемая в ГПС СОЖ должна обладать определенной универсальностью и совместимостью с СОЖ других марок. Надежность и долговечность работы СОЖ зависит от бактерицидных и антикоррозионных свойств, термической и микробиологической стабильности.
При приемке и перед использованием партии СОЖ обязателен входной (приемочный) контроль – проверка качества СОЖ на соответствие требованиям нормативно-технической документации
с ГОСТ 2517–80.
Снабжение металлорежущих станков СОЖ может быть организовано следующими способами:
1) централизованным циркуляционным;
2) централизованным групповым;
3) децентрализованным.
При централизованном циркуляционном способе (рис. 30) СОЖ подается к стенкам 6 из центральной установки 2 и бочка 3 по трубопроводам 7 насосом 1. От станков отработанная жидкость сливается самотеком по подземным трубопроводам 4 через колодцы-отстойники 5 в центральную установку. Такой способ применяется в производствах, имеющих большое количество однотипных станков, работающих при ограниченном числе одинаковых по составу СОЖ.
|
|
|




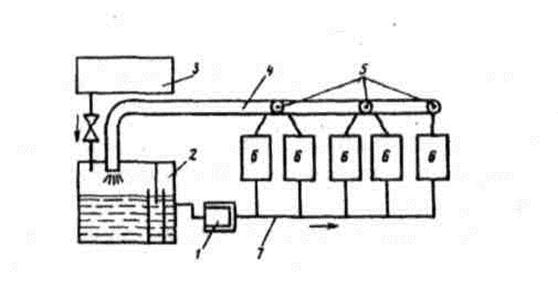
Рис. 30. Схема централизованной циркуляционной подачи СОЖ
При централизованном групповом способе СОЖ подается по трубопроводам из центральной установки к разборным кранам, распределяющим СОЖ по группам станков или по отдельным станкам. Эта система применяется в производствах, имеющих большое количество разнотипных станков, требующих разных по составу СОЖ. Третий способ снабжения децентрализованный, предусматривает подачу СОЖ к станкам в специальных емкостях, отработанные жидкости удаляются таким же образом. Этот способ применяют в производствах с небольшим количеством станков. В ГПС может применяться любой из способов в зависимости от количества станков.
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 1260; Нарушение авторских прав?; Мы поможем в написании вашей работы!