КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Монтаж навесных элементов посредством пайки
|
|
|
|
Специфические виды паек
Назначение добавок: сурьма (Sb) – повышает механическую прочность, серебро (Ag) – исключает растворение серебряных покрытий в оловянных припоях.
Для электрорадио элементов, которые особенно чувствительны к температурному режиму, применяют особо легкоплавкие припои:
1 ПОСК 50‑18 (припой олово-свинец с кадмием (Cd)) температура плавления 142…145 °С;
2 ПОСВ 33 (припой оловянно-свинцовый с добавлением висмута (Bi)) температура плавления 120…130 °С;
3 ПОИ (припой оловянный с индием (In)) температура плавления 117 °С.
Припои поставляются в виде трубок с припоем, прутков, проволоки, лент и листов. Дозированный припой бывает в виде шариков или таблеток.
Достоинства:
1 применение низкотемпературных припоев исключает повреждение полупроводниковых печатных плат и нарушение адгезии печатного монтажа с подложкой;
2 ремонтопригодность;
3 большая площадь контакта элемента с платой обеспечивает необходимую прочность и местное омическое сопротивление.
Недостатком является необходимость применения удаляемых флюсов.
Пайка элементов на печатные платы легко автоматизируется.
Широко применяется пайка погружением: все проводники на верхней стороне печатной платы защищаются термостойкой краской, плата погружается на 50…70% своей толщины и подвергается вибрации с частотой порядка 100 Гц и амплитудой 0,1…0,3 мм. Всё это позволяет получить хороший пропой и паяное соединение в виде капли при температуре 225…230 °С (при температуре 232 °С происходит лужение расплавленных проводников под защитным покрытием, а при температурах ниже 225 °С не обеспечивается хорошее качество пайки). Время выдержки составляет 15 секунд.
|
|
|
При данном виде монтажа обычно используется следующий технологический процесс:
1 печатные платы обезжириваются, например, в растворителе и сушатся на воздухе в течение 2…3 минут;
2 выводы электрорадио элементов и микросхем зачищаются от окислов и изоляционного лака;
3 выводы обезжириваются, облуживаются (погружением в нагретый припой) и флюсуются;
4 при монтаже элементов в отверстия печатной платы, выводы, пропускаемые в отверстия, предварительно залуживаются, а отверстия с выводами заполняются припоем, без растекания с обратной стороны. Пайка происходит порядка 3 секунд;
5 остатки флюса удаляются промывкой в воде, а остатки припоя из отверстия удаляются путём вакуумного отсоса;
6 для получения зазора между электрорадио элементами и платой применяют текстолитовые или керамические прокладки либо соответствующим образом загнутые выводы элемента.
Для защиты от перегрева во время самого процесса пайки применяют растворимые прокладки (например, из прессованной смеси сахара и мыла). Все прокладки имеют отверстия для выводов и растворимы при промывке водой за 1 минуту.
Для повышения качества пайки путём снижения нагрева применяется дозирование припоя (таблетки, пасты).
Микросхемы с прямоугольными выводами перпендикулярными плоскости корпуса паяются встык путём погружения в горячее масло, при этом выводы желательно иметь позолоченные. Вся сборка, плюс приспособление, удерживающее микросхемы в заданном положении, погружается на 1…2 минуты, далее охлаждается и промывается в растворителе. Места, не подвергающиеся пайке, закрываются маской.
Пайка волной припоя заключается в одновременной пайке всех выводов электрорадио элементов и микросхем, находящихся в зоне контакта печатной платы с расплавленным припоем (гребень волны), при непрерывном перемещении платы на конвейере с постоянной скоростью. Волна, одинаковая по высоте по всей длине сопла, создаётся в результате принудительной подачи расплавленного припоя из сопла при вращении металлической крыльчатки с электроприводом или индукционным насосом, используя магнитные свойства припоя.
|
|
|
Пайка струёй припоя – это разновидность пайки волной припоя, но струя позволяет реализовать более эффективную пайку за счёт того, что припой поступает всюду.
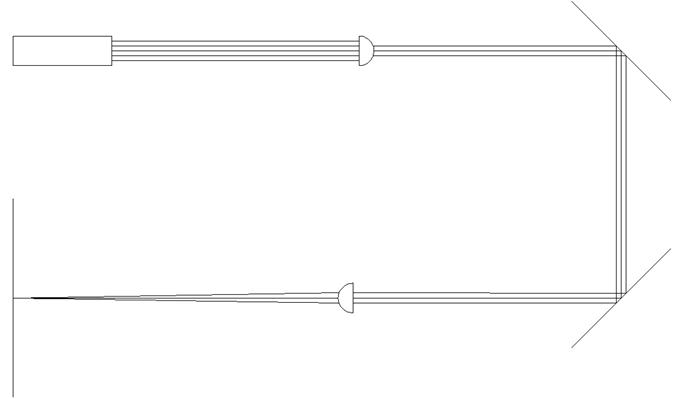
Оптический метод пайки заключается в том, что от источника света, через линзу калибратор и поворотный затвор (необходимый для прекращения подачи луча в место пайки), луч попадает на зеркало и с помощью фокусирующей оптической линзы на место пайки, где разогревает дозированный припой.
Пайка лазерным лучом: используется та же схема, но в качестве источника света выступает лазерный луч. За счёт этого повышается точность и удельная мощность пайки.
Пайка горячим газом. При данном типе пайки используется смесь воздуха и инертного газа, который поступает под определённым давлением в место пайки. Нагрев и расход газа тщательно регулируется.
Пайка сопротивлением, происходит за счёт сопротивления частей металлического жала (или жала паяльника и самого элемента) к которым прикладывается разность потенциалов за счёт чего и происходит нагрев. Припой, находящийся в месте нагрева, расплавляется, а при снятии разности потенциалов охлаждается, создавая паяное соединение.
Пайка в печах. Проводится на конвеерных печах в водородной среде. Применяется для монтажа полупроводниковых кристаллов на кристаллодержатели.
Инфракрасная пайка. Температура излучаемого света более 2 400 К. Для нагрева используются инфракрасные лучи. Количество тепла дозируется через скорость транспортирования печатной платы. Такая пайка применяется в случаях, когда пайка волной припоя затруднена или невозможна:
1 необходимо провести пайку элементов с длинными выводами, на которых выполнена накрутка;
2 обрабатываются позолоченные печатные платы. В этом случае пайка волной затруднена из-за того, что золото имеет хорошую реакционную способность со свинцом и как следствие ванна быстро обогащается золотом и становится непригодной для дальнейшей пайки.
Для проведения этой пайки, после сборки, кольца припоя выкладываются вокруг выводов.
|
|
|
Преимущества:
1 более экономичный (из-за дозирования припоя);
2 исключаются нежелательные перемычки;
3 можно проводить пайку на платах любого размера и выводах элементов любой длины;
4 меньше стоимость оборудования;
5 можно проводить пайку золотых (золоченных) поверхностей.
Недостатки:
1 для разных типов припоя различаются параметры колец, которые надо укладывать;
2 слабое действие флюса из-за отсутствия механических компонентов.
Пайка амальгамами (сплавами галлия (Ga) с различными элементами), которые получаются при смешении жидкого галлия и мелкодисперсного металлического порошка. Затвердевают такие смеси почти при комнатной температуре и после затвердевания сохраняют свои свойства при высоких температурах. Время затвердевания от нескольких минут до часов. При затвердевании образуют интерметаллические соединения с повышенной механической прочностью, электропроводностью, коррозионностойкие и хорошо смачиваемые.
| Химический состав, % |  при температуре 25 °С, ч при температуре 25 °С, ч
| Максимальная температура (на воздухе), °С | ТКЛР (температурный коэффициент линейного расширения), 
|
| 44 медь+24 олово+32 галлий | 
| ||
| 55 медь+18 олово+27 галлий | 
| ||
| 66 медь+34 галлий | 
| ||
| 82 медь+18 галлий | – | ||
| 66 золото+34 галлий | 
| ||
| 59 золото+41 галлий | – | ||
| 33 золото+33 медь+34 галлий | – | ||
| 49 золото+21 серебро+30 галлий | – | ||
| 65 никель+35 галлий | – |
Пайка проводников с тонкими плёнками: для присоединения тонкоплёночной (гибридной) интегральной схемы используют:
1 ручной паяльник с дозировкой припоя;
2 пайку импульсным нагревом с дозированием припоя, контакты предварительно облуживают;
3 пайку сдвоенным электродом лужёных выводов.
Недостатком является значительное тепловое воздействие, и как следствие образование микротрещин на стекле или керамике. На качество пайки влияет состав припоя и флюса, а также время пайки.
При пайке индиевым (In) припоем получается меньшая прочность, но стабильнее качество. Возможно получить качественные соединения золотой проволоки диаметром 25…30 мкм. Припаять золото обычным миниатюрным паяльником не удаётся (золото растворяется из-за нагрева), поэтому применяют импульсный нагрев, но при этом толщина золотой плёнки должна быть не менее 1 000 ангстрем.
|
|
|
Наконечник паяльника выполняется в виде одного витка нихромовой или вольфрамовой спирали, рабочий конец которого заточен соответствующим образом. Через этот виток пропускается импульсный ток. Время импульса регулируется с помощью реле времени. Последовательность операции:
1 залуживание проводников на залуженной контактной площадке с предварительным нанесением флюса. Возможно без облуживания, но с приклеиванием флюсом таблетки припоя;
2 проводник прижимают наконечником паяльника к подложке и включают импульс тока на 0,1…3 секунды;
3 после полного затвердевания припоя, отводят паяльник.
Технологические возможности пайки импульсным нагревом:
| Материал контактной площадки | материал выводов | ||||
| никель (Ni) | золото (Au) | медь (Cu) | серебро (Ag) | медь с лужением | |
| золотая плёнка с нихромовой подложкой на ситалле | + | +++ | ++ | ++ | ++ |
| медная плёнка с нихромовой подложкой на ситалле | + | ++ | + | + | ++ |
| стеклотекстолит фольгированный медью | + | ++ | + | ++ | ++ |
| плёнка нихром-медь-никель на ситалле | + | ++ | + | + | + |
Здесь +++ – паяется очень хорошо; ++ – паяется хорошо; + – паяется удовлетворительно.
Ситалл – стеклокристаллические материалы, полученные объёмной кристаллизацией стёкол и состоящие из одной или нескольких кристаллических фаз, равномерно распределённых в стекловидной фазе.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 1506; Нарушение авторских прав?; Мы поможем в написании вашей работы!