КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология запрессовки колес на ось
|
|
|
|
Лекция №6: Формирование колесных пар.
Основные сведения о производстве колес и осей вагонов.
Лекция №5: Технология изготовления колес и осей.
Формирование колесных пар является одной из ответственных операций по производству колесных пар, от которой во многом зависит безопасность движения поездов, а также долговечность колесных пар.
Подбор элементов и формирования колесных пар производится в соответствии с Инструкцией [15. МПС СССР ЦВ/3429. Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар. – М.: Транспорт, 1977.]
Прочность соединения колес с осями осуществляется за счет упругих деформаций сопрягаемых поверхностей подступичной части оси и отверстия ступицы колеса.
Посадка должна обеспечить с одной стороны необходимую прочность соединения колес с осью, а с другой – не должна вызывать излишних напряжений в зонах сопряжения. Таким образом, необходимо обеспечить неравенство Мтр³Мкр. Это значит, что момент трения на сопрягаемых поверхностях подступичной части оси и отверстия ступицы должен бы больше или равен моменту кручения, возникающему при взаимодействии колеса с рельсом и тормозной колодкой.
Чтобы выполнить это неравенство, необходимо на сопрягаемых поверхностях создать удельное давление в пределах упругой деформации, определяемое выражением:
где d - величина натяга на посадку; Е – модуль упругости; dст – наружный диаметр ступицы колеса, измеряемый на расстоянии 10 мм от торца ступицы; 2dпч — диаметр подступичной части оси.
 Таким образом, основным параметром, обеспечивающим прочность соединения, является правильно выбранный натяг, т.е. разность сопрягаемых диаметров отверстия ступицы колеса и подступичной части оси, причем диаметр подступичной части оси должен быть больше.
Таким образом, основным параметром, обеспечивающим прочность соединения, является правильно выбранный натяг, т.е. разность сопрягаемых диаметров отверстия ступицы колеса и подступичной части оси, причем диаметр подступичной части оси должен быть больше.
|
|
|
Однако на качество соединения влияет еще ряд технологических параметров, как например, шероховатость посадочных поверхностей, их размеры и формы, скорость запрессовки, качество смазки поверхностей и другие факторы.
Исследованиями установлено, что наиболее стабильные результаты запрессовки достигаются при обработке отверстия ступицы колеса с шероховатостью 10 мкм, а подступичной части - 1,25 мкм. Отклонения форм посадочных поверхностей, в частности, овальность отверстия ступицы колеса не должны превышать 0,025 мм, а конусность отверстия до 0,05 мм при условии, что больший диаметр отверстия расположен у внутренней грани ступицы.
Теоретическое усилие при запрессовке можно определить из выражения:
Pз=Pуд×p×dпч×lст×m,
где lст - длина ступицы колеса; m — коэффициент трения на сопрягаемых поверхностях.
На основе теоретических расчетов и опыта эксплуатации в инструкции [15] принято усилие запрессовки в пределах 363...538 кН (37...55 т) на каждые 100 мм диаметра подступичной части оси.
Запрессовка колес на оси производится в холодном состоянии на гидравлических прессах Краматорского или Одесского машиностроительных заводов, оснащенных манометрами и контрольными самопишущими приборами для записи диаграмм запрессовки.
При механической запрессовке колес на оси предусматриваются три основные операции: подготовительная, формирование посадок и контроль качества запрессовки.
Подготовительная операция заключается в подборе цельнокатанных колес по кругу катания, по толщине обода и по величине натяга. Разница диаметров по кругу катания новых колес, насаженных на одну ось, допускается не более 1 мм. Напрессовка колес на одну ось с разностью толщин ободов более 5 мм не допускается. Размеры натягов для достижения требуемых запрессовочных усилий устанавливается в пределах 0,10...0,25 мм.
|
|
|
Посадочные поверхности прессуемых элементов должны быть очищены, протерты и покрыты ровным слоем натуральной олифы или растительного масла. Смазка в процессе напрессовки предохраняет поверхности от задиров. царапин, уменьшает коэффициент трения, защищает металл сопрягаемых поверхностей от коррозии, а в последующем вследствие полимеризации масла несколько повышает прочность прессового соединения.
Скорость движения плунжера пресса определена экспериментально и должна быть не выше 2 мм/с. С уменьшением скорости напрессовки колеса на ось, коэффициент трения увеличивается и поэтому увеличивается усилие напрессовки. С увеличением скорости запрессовки конечное усилие снижается. Кроме того, запрессовка с большой скоростью создает трудности в точной остановке процесса запрессовки и соблюдение точного расположения ступицы колеса относительно торца и середины оси.
Прессуемые элементы колесных пар должны иметь одинаковую температуру (допускается D <10°С при условии превышения температуры колеса над температурой оси). При невыполнении этого условия после формирования и выравнивания температур может произойти ослабление прочности и сцепления ступицы колеса с осью и сдвиг колеса.
При установке на пресс необходимо следить за совпадением геометрических осей прессуемых элементов колесной пары с осью плунжера, не допуская перекосов колес относительно оси.
В процессе запрессовки на ось накладывается шаблон, с помощью которого контролируется расположение колес на оси.
Для контроля за качеством напрессовки колеса на ось гидравлические прессы оборудованы самопишущими приборами, вычерчивающими диаграммы изменения усилия напрессовки по длине сопрягаемых поверхностей. Процесс запрессовки при упругопластическом состоянии материала посадочных поверхностей происходит следующим образом (см. рис. 4.8). Рост усилий запрессовки Рз начнется с момента соприкосновения поверхности запрессовочного конуса оси с поверхностью скругления кромки отверстия внутреннего торца ступицы r. Резкий рост усилия запрессовки происходит вследствие повышения контактного давления с ростом величины натяга, (участок ОА). Усилие запрессовки должно деформировать поверхности подступичной части оси и отверстия ступицы колеса и преодолевать силы трения между посадочными поверхностями.
|
|
|
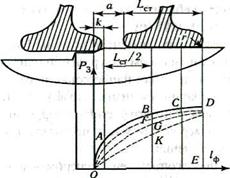
Рис. 2. Теоретическая диаграмма запрессовки колеса на ось
Дальнейшее продвижение оси в ступицу до ее середины будет сопровождаться дальнейшим достаточно высоким ростом усилия запрессовки Р3 (участок АВ). Рост Р3 на участке АВ происходит за счет роста сил на деформацию ступицы колеса, жесткость которой по мере продвижения к середине увеличивается, из-за конусности наружной поверхности ступицы.
При дальнейшем продвижении оси интенсивность роста Р3 уменьшается (участок ВС) вследствие последующего снижения жесткости ступицы. С момента выхода запрессовочного конуса оси из-под ступицы колеса и до окончания процесса запрессовки рост усилия запрессовки прекращается.
Таким образом, при цилиндрической форме поверхностей изменение усилий запрессовки характеризуется линией OABCDE диаграммы. При цилиндрической форме подступичной части и допустимой конусности отверстия ступицы величина натяга возрастает по мере увеличения длины сопрягаемых поверхностей, а рост Р3 идет по кривой OFCDE.
При конической форме подступичной части оси и цилиндрическом отверстии ступицы изменение усилий запрессовки соответствует кривой OGDE.
При конической форме подступичной части оси и отверстия ступицы изменение усилий запрессовки происходит по кривой OKDE.
При прессовой посадке колес на оси обычно до 25...30% напрессовок имеет несоответствие напрессовочных усилий нормам или отклонения формы диаграммы от допустимой. Это объясняется неустойчивостью процесса трения при напрессовке. Кроме того, при прессовой посадке иногда возникают механические повреждения сопрягаемых поверхностей, снижающие усталостную прочность колесных пар.
|
|
|
Дата добавления: 2014-01-05; Просмотров: 5960; Нарушение авторских прав?; Мы поможем в написании вашей работы!