КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способы устранения дефектов сварных швов
|
|
|
|
Непровары.
Шлаковые каналы и шлаковые включения.
Поры в сварных соединениях.
Порами называют заполненные газом полости в швах, имеющие округлую, вытянутую или более сложную форму. Они возникают при первичной кристаллизации металла сварочной ванны в результате выделения газов. При дуговой сварке поры выходят или не выходят на поверхность шва, располагаются цепочкой по оси шва или отдельными группами. Поры, выходящие на поверхность шва, иногда называют свищами. Наличие пор при всех условиях нежелательно.
Основной причиной возникновения пор при сварке стали являются водород, азот и окись углерода.
Дефект представляет собой заполненную шлаком (Ш) несплошности. Канал, как правило, не выходит на поверхность шва.
Шлаковыми включениями называют видимые невооруженным глазом округлые или вытянутые включения шлака, расположенные в металле шва, как у границы сплавления, так и между отдельными слоями или в вершине провара. Шлаковые включения относятся к внутренним дефектам шва. Участки шва, где их величина превышает допускаемую техническими условиями на данный вид продукции, вырубают и заваривают заново.
Непроваром называют местное отсутствие сплавления между свариваемыми элементами, между металлом шва и основным металлом или отдельными слоями при многослойном шве. Участки шва с непроваром, как правило, должны быть удалены и заварены заново.
При сварке металлов образуется большое количество и других, менее распространенных дефектов, таких как зоны несплавления, утяжины, подрезы, прожоги, ожоги, наплывы, кратеры и т.п.
Крупные трещины в швах ликвидируют путем их заварки. Предварительно сверлят сквозные отверстия на расстоянии 40—50 мм от каждого конца трещины, чтобы предупредить ее дальнейшее распространение. Затем пневматическим зубилом, газовым резаком для поверхностной резки или воздушно-дуговым резаком производят V- или Х-образную разделку трещины, зачищают ее кромки от шлака и заваривают обратно-ступенчатым способом (рис. 2). Иногда перед сваркой металл в конце трещины нагревают газовой горелкой до температуры 150—200°С
|
|
|
с тем, чтобы шов и нагретые участки остывали одновременно. Это позволяет избежать появления остаточных напряжений на концах шва.
Швы с внутренними мелкими трещинами, непроварами, газовыми и шлаковыми включениями полностью вырубают или выплавляют и заваривают вновь. Аналогичным образом поступают с пережженными участками.
В сварных конструкциях, изготовленных из углеродистых сталей, применяют как выплавку, так и вырубку швов; в конструкциях же из легированных сталей швы можно только вырубать, так как при выплавке происходит изменение структуры и свойств основного металла.
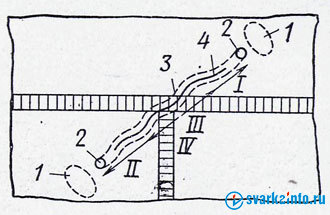
Рис. 2. Схема исправления сварного соединения с трещиной 1 — места подогрева; 2 — засверленные отверстия; 3 — разделка кромок трещины; 4 — трещина; I, II, III, IV — последовательность заварки
Неполномерность шва устраняют наплавкой дополнительных слоев, а подрезы заваривают тонкими валиковыми швами.
Наплавы, натеки, а также чрезмерное усиление шва (лишний металл в сечении шва) удаляют пневматическим зубилом или абразивным инструментом.
При перегреве металла выполняют соответствующую термическую обработку.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 861; Нарушение авторских прав?; Мы поможем в написании вашей работы!