КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Область применения гидроабразивной резки металлов и неметаллов. Установки гидроабразивной резки
Технология обработки струей воды.
ГИДРОСТРУЙНАЯ ТЕХНОЛОГИЯ
Лекция №6
План лекции:
1. Технология обработки струей воды.
2. Область применения гидроабразивной резки металлов и неметаллов. Установки гидроабразивной резки.
3. Гидроструйная очистка.
Первые опыты по применению струи высокого давления для резки различных материалов относятся к 70-м годам прошлого века. Теперь этот метод находит применение в машиностроении, строительстве, химико - технологическом производстве, при ремонтных работах, как звено технологического процесса изготовления различных изделий и т.д. Если обычную воду подать через небольшое отверстие диаметром 0,1…0,5 мм, получив давление 1000…3000 бар, то возникнет мощный инструмент обработки материалов. Скорость истечения воды из сопла составит 400…1000 м/с. При воздействии такой струи на материал, ее энергия превращается в механическую работу резания, а сама струя является режущим инструментом. Для увеличения эффективности водяной струи к ней добавляют вещества, увеличивающие ее текучесть и различные типы абразивов.
Технология резания струей воды является наиболее перспективным направлением развития высокопроизводительной обработки практически неограниченного диапазона материалов, в том числе резки различных видов металлов и раскроя листовых материалов: стали (стальной лист), нержавейки, алюминия, титана (титановый лист), меди, гранита, мрамора, резины, кожи, текстолита, стеклопластика, дерева, фанеры, МДФ панелей, стекла и т.д.

Номенклатура материалов, для обработки которых применима современная технология гидроабразивной резки, почти неограниченна. Эффективность применения данной технологии для различных классов легированных сталей и сплавов значительно выше в сравнении с процессами лазерной и плазменной резки и практически сопоставима с газокислородной резкой низкоуглеродистых конструкционных сталей.
Гидроабразивная резка - альтернатива не только механической, но и лазерной, плазменной, ультразвуковой резке, а в некоторых случаях является единственно возможной. Струя жидкости по своим техническим возможностям приближается к идеальному точечному инструменту, что позволяет обрабатывать сложный профиль с любым радиусом закругления. Поскольку ширина реза составляет 0,1 - 3,0 мм, отход материала в стружку меньше, чем при традиционных методах обработки, рез можно начинать в любой точке заготовки и при этом не нужно предварительно выполнять отверстие. Линия разреза может быть любой кривизны, иметь острые углы и крутые повороты. Небольшие сила (1 - 100 Н) и температура (+60 - +90С) в зоне резания исключают деформацию заготовки, оплавление и пригорание материала в прилегающей зоне. Струя не изменяет физико-механические свойства обрабатываемого материала.
Области применения гидроабразивной резки неметаллов:
| резина; стекло; кожа; текстолит; композитные материалы; гранит; мрамор; бетон; и др; | 
|
Области применения гидроабразивной резки металла:
| • раскрой листовых материалов, в т.ч. резка листового металла; • резка алюминия; • резка нержавеющей стали; • резка титана; • резка стали; • резка латуни; • резка меди; • резка труб; • и т.д. | 
|
Гидроабразивная струя успешно режет как стали с упрочняющими покрытиями, так и мягкие металлы и композиты.

Заготовки из твердых материалов типа высоколегированных сталей, алюминия и других металлов вырезают с присадкой абразивов.
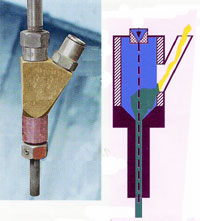
Конструкция и принцип работы: Основой принципа гидроабразивной резки материалов является способ их разделения с помощью водяной струи высокого давления. Вода, сжатая насосом-мультипликатором, в смесительной камере равномерно смешивается с абразивом. Далее смесь воды и абразива проходит через твердосплавное сопло с внутренним диаметром меньше 1 мм и со скоростью около 1200 м/сек. попадает на поверхность разрезаемого материала. После резки остаточная энергия струи гасится водяной ванной глубиной от 70 до 100 см, которая расположена под рабочим столом.
Входящий в состав установки координатный стол, позволяющий перемещать режущую головку с высокой точностью в 3-х координатах. Столы поставляются в исполнении, предохраняющем их от вредного влияния воды и абразива.
Установки гидро-абразивной резки поставляются консольного и портального типа.
Система гидро-абразивной резки способна резать металлы толщиной до 200 мм, камень и бетон – до 500 мм. При этом объявленная точность реза – 0.1 мм – обеспечивается при резке металлов толщиной до 70 мм. Скорости резки различных материалов зависят от многих факторов.
Характеристики гидроабразивной резки:
· отсутствие термического воздействия на материал (температура в зоне реза 60-90ºС),
· широкий спектр разрезаемых материалов и толщин (до 150 - 230 мм и более),
· высокая эффективность резки листовых материалов толщиной более 8 мм,
· автоматизация процесса резки,
· отсутствие упрочнения кромки и деформирования заготовки,
· отсутствие выгорания легирующих элементов в легированных сталях и сплавах,
· отсутствие разрывов в структуре материала и сохранение первоначальных свойств материала,
· отсутствие оплавления и пригорания материала на кромках обработанных деталей и в прилегающей зоне,
· исключение дополнительной механической обработки поверхности реза заготовки при допусках 0,2 – 0,3 мм,
· возможность реза тонколистовых материалов в пакете из нескольких слоев для повышения производительности, в том числе, за счёт уменьшения холостых ходов режущей головки,
· экологическая чистота и полное отсутствие вредных газовыделений полная пожаро- и взрывобезопасность процесса.
|
Дата добавления: 2014-01-05; Просмотров: 1267; Нарушение авторских прав?; Мы поможем в написании вашей работы!